电弧气刨概述文献

 碳弧气刨和切割
碳弧气刨和切割
碳弧气刨和切割
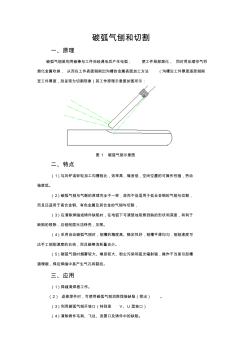
碳弧气刨和切割 一、原理 碳弧气刨是利用碳棒与工件间经通电后产生电弧, 使工件局部熔化, 同时用压缩空气将 熔化金属吹掉, 从而在工件表面刨削出沟槽的金属表面加工方法 (沟槽沿工件厚度逐层刨削 至工件厚度,则呈现为切割现象)其工作原理示意图如图所示: 图 1 碳弧气刨示意图 二、特点 (1)与风铲或砂轮加工沟槽相比,效率高,噪音低,空间位置的可操作性强,劳动 强度低。 (2)碳弧气刨与气割的原理完全不一样,故而不但适用于低合金钢的气刨与切割, 而且还适用于高合金钢、有色金属及其合金的气刨与切割, (3)在清除焊缝或铸件缺陷时,在电弧下可清楚地观察到缺的形状和深度,有利于 缺陷的根除,且刨削面光洁铮亮,见图。 (4)采用自动碳弧气刨时,刨槽的精度高、稳定性好,刨槽平滑均匀,刨削速度可 达手工刨削速度的五倍,而且碳棒消耗量也少。 (5)碳弧气刨时烟雾较大、噪音较大、粉尘污染和弧光辐射强,操作不
 碳弧气刨制作电缆中间头
碳弧气刨制作电缆中间头
碳弧气刨制作电缆中间头
介绍了碳弧气刨在制作电缆中间头的具体应用