电化学抛光
电化学抛光也称电解抛光。电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而达到工件表面光亮度增大的效果。
-

选择特殊符号
选择搜索类型
请输入搜索
电化学抛光也称电解抛光。电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而达到工件表面光亮度增大的效果。
电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而达到工件表面光亮度增大的效果。
电解抛光原理现在世界各界人士争论很多,被大家公认的主要为黏膜理论。该理论主要为:工件上脱离的金属离子与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种黏膜在凸起处较薄,凹处较厚,因凸起处电流密度高而溶解快,随黏膜流动,凹凸不断变化,粗糙表面逐渐被整平的过程。
电解抛光优点
⑴内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。
⑵生产效率高,成本低廉。
⑶增加工件表面抗腐蚀性。
4.电化学抛光所需条件及设备
(1)电源:
电源可选用双相220V,三相380V。
(2)整流器
电解抛光对电源波形要求不是太严格,可选用可控硅整流器好高频整流器。
整流器空载电压:0—20v
负载电压(工作电压):8—10v
工作电压低于6v,抛光速度慢,光亮度不足。
整流器电流:根据客户工件大小而定。
(3)电解槽及配套设施(阳极棒)
可选用聚氯乙烯硬板材焊接而成。在槽上装三根电极棒,中间为可移动的阳极棒,接电源阳极(或正极),两侧为阴极棒,连接电源阴极(负极)。
(4)加热设施及冷却设备
①加热可选用石英加热管,钛加热管。
②冷却可选用盘管,盘管可加热可冷却。
(5)夹具
最好选用钛做挂具,因为钛较耐腐蚀,寿命长,钛离子对槽液无影响。建议最好不要用铜挂具,因为铜离子进入会在不锈钢表面沉积一层结合力不好的铜层,影响抛光质量。铜裸露部位可用聚氯乙烯胶烘烤成膜,在接触点刮去绝缘膜。
(6)阴阳极材料
阴阳极棒应用铜棒或铜管,铜管长是电解槽长加20厘米,阴极板应用铅板,铅板固定在阴极棒上,铅板长为槽高加10厘米,铅板宽根据槽长而定,一般为10厘米,20厘米规格。
就目前来说,电解抛光主要针对不锈钢工件的表面光亮处理。不锈钢工件又分为200系列,300系列,400系列材质,各系列材质有必须用针对性电解抛光液。比如不锈钢200系列材质的不锈钢,必须用200系列的配方,此种配方无法适应300系列或400系列的不锈钢材质。这一直是国内一大难题,因为有些厂家的材质是组合工件,既有200系列不锈钢材质,又有300或400系列不锈钢材质。在2007年12月,威海云清化工开发院王铃树高级工程师研制出一种不锈钢通用电解液。这种电解液适合所有不锈钢材质。他结合了原有电解液所有优点,比重为电解液最佳比重,为1.70,光亮度为镜面亮度。同时还研发出新的优点,此电解液提高了原有的亮度,降低了一半的电流密度。在生产操作中,可节省50%的电费。使用寿命提高了40%,这种电解液一直在国内处于领先技术。

.磷酸基溶液配方1通用性好,适于碳钢、低合金钢和不锈钢,是应用最广泛的电解液配方2适于1Cr18Ni9Ti之类的奥氏体不锈钢配方3适于1Cr13之类的马氏体不锈钢,也可用于镍、铝的电抛光配方4适于不锈...
一、不锈钢抛光液用途:清除不锈钢(螺丝、挂件、小五金、装饰品等)冷轧、冲压过程中产生的氧化皮,光亮美观。特点:化学抛光,快速方便,经济高效,光亮度很好,超过市场同类产品。用法:在滚筒中,用金属清洗液”...
电化学传感器对工作电源的要求很低。实际上,在气体监测可用的所有传感器类型中,它们的功耗是最低的。因此,这种传感器广泛用于包含多个传感器的移动仪器中。它们是有限空间应用场合中使用最多的传感器。传感器的预...

 铜及铜合金化学及电化学抛光
铜及铜合金化学及电化学抛光
铜及铜合金化学及电化学抛光
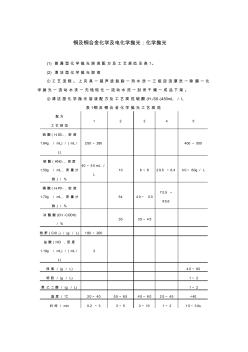
铜及铜合金化学及电化学抛光:化学抛光 (1) 普 通 型 化 学 抛 光 溶 液 配 方 及 工 艺 规范 见 表 1。 (2) 清 洁 型 化 学 抛 光 溶 液 ① 工 艺 流 程 。 上 夹 具 一 超 声 波 脱 脂 一 热 水 洗 一 三 级 逆 流 漂 洗 一 除 膜 一 化 学 抛 光 一 流 动 水 洗 一 无 铬钝 化 一 流 动 水 洗 一 封 闭干 燥 一 成 品 下 架 。 ② 清洁 型 化 学 抛 光 溶 液 配 方及 工 艺 规 范 硫 酸 (H 2S0 4 )450mL / L 表 1铜 及 铜 合 金 化 学 抛 光 工 艺 规 范 配 方 工 艺 规 范 1 2 3 4 5 硫 酸 ( H2 S0 4, 密 度 1.84g / mL) / ( mL/ L) 250~ 280 400 ~ 500 硝 酸 ( HN03, 密 度 1.50g / mL, 质 量
 全自动心血管支架电化学抛光机研制成功
全自动心血管支架电化学抛光机研制成功
全自动心血管支架电化学抛光机研制成功
近日,用于心血管支架的“全自动心血管支架电化学抛光机”由北京核心动力科技有限公司研制成功。心血管支架目前常用于人体心脏等血管疾患介入治疗,它是由不锈钢、钛镍等人体生物相容性好的金属合金制成,且直接介入人体的血管当中;多为直径几毫米,长度不一的合金网状支架,它是通过激光切割相应管材后形成的圆柱形网状结构。
电化学抛光主要用于装饰性外观或高洁净度、高光洁度要求的管件的表面精加工。电解抛光不能去除或掩饰深划痕、深麻点等表面缺陷,也不能消除金属基体中的非金属夹杂物。
(1)碳钢管件电解抛光工艺参数见图7。
(2)不锈钢管件电解抛光工艺参数见图8。
(3)铝及铝合金管件电解抛光工艺参数见图9。
不锈钢经本抛光液抛光后,表面光洁度可提高12极左右,形成镜面抛光面,光亮夺目,提高了耐蚀性。本溶液不含有环保严格管制的铬酸盐,溶液寿命长,污染少,抛光效果好。
使用方法:将需抛光的不锈钢件浸入抛光液中,根据用户不同的要求可浸5-8分钟,取出用水冲洗干净即可。
操作指标:
相对密度:1.5—1.6
电压/V:6—12
电流密度(DA)/·dm-2 :30—60
温度/0C:50—70
时间/min:5—8
阴极材料:铅
特 点:
1、产品内外色泽一致,清洁光亮,光泽持久,外观轮廓清晰。
2、抛光面抗腐蚀性增强。
3、与机械抛光相比,生产效率高,生产成本低。
4、经电抛光后零件表面具有一层均匀的钝化膜,无需再进行钝化处理。
化学抛光与机械抛光、电化学抛光相比 ,它不需要通电和挂具。因此 ,可以抛光形状复杂的制品 ,并且生产效率高。化学抛光得到光亮表面 ,提高了铜及铜合金的装饰效果和表面性能。