选择特殊符号
选择搜索类型
请输入搜索
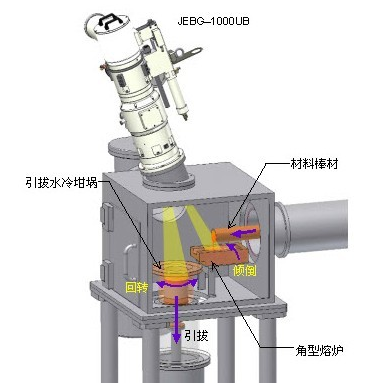
电子束熔炼eiectron beam melting一也称电子轰击熔炼。在高真空室内,利用电子枪发射出的电子束,对被熔炉料(自耗甩极或散料)进行轰击,使电子动能转化为热能而把炉料熔化,真空度要求达到1.33x10-2一1.33 x 10-4 Pa,一般用来生产活性金属、难熔金属如钨、钥、拢、钛、错、钒等。也可用来生产高质量的轴承钢和超低碳不锈钢。
激光焊接 1、 激光: 激发电子或分子使其在转换成能量的过程中产生集中且相位相同的光束,Laser来自Light Amplification by Stimulated Emission Radiat...
电子线束成品一般包含线材、连接器、辅材等材料,报价时需考虑材料成本,工时(压接端子,组装连接器等)以及工厂的利润等 线束的品种太多,制作方法各式各样,但报价的依据就是以上三部分。报价的前提是充分了解线...
电子线束是用电子控制输入与输出的导线。电子线束制作流程:1.裁线:查看电线的标准类型是不是正确;尺度是不是符合需求2.剥外皮:查看剥皮口是不是平齐,不能剥伤芯线、编组丝等,剥皮尺度是不是正确.3.编组...

 铝合金电子束焊接技术
铝合金电子束焊接技术
铝合金电子束焊接技术
铝合金因其良好的性能在航空航天、交通工具、机械制造等领获得了广泛应用,其焊接性限制了铝合金的进一步应用和发展。电子束焊因其熔透性高、接头性能优良等优点成为铝合金焊接的重要方法之一。简述了电子束焊接的基本原理和特点,综述了铝合金电子束焊在工艺、接头组织性能、接头缺陷预测和有限元数值模拟技术等方面的研究工作,展望了铝合金电子束焊接的发展方向,对于今后系统开展铝合金电子束焊接具有一定的参考。
薄铝板电子束焊缝的研究
薄铝板电子束焊缝的研究
日本爱海拉职业训练所研究了薄铝板电子束焊的焊缝。在铝和不锈钢中采用了电子束焊和气体保护钨极弧焊,对不同的焊接速度产生的焊缝表面与形变进行了对比。研究结果:用两块厚为0.04英时的合金板进行电子束对焊试验,其中一块是铝合金A1100P1/2硬度(含铜0.1,锰0.01,微量镁和铬);另一块是合金钢A5052P1/2硬度(含铜0.02,镁2.4,锰0.02,硅0.09,
按其使用的电子枪的类型不同,可分为环形枪、横向枪及轴向枪电子束熔炼炉等3类;按其用途,可分为熔炼用炉、区域精炼炉、电子束凝壳炉及多用途电子束熔炼炉等4类。
非自加速环形枪电子束熔炼炉的环形枪头距金属熔池仅有20mm左右,故又称近环形枪电子束熔炼炉,其阴极受金属蒸气和喷溅物的侵蚀,寿命一般只有几个小时,但它具有制作容易、成本低的特点,故常用作实验室设备。
自加速环形枪电子束熔炼炉,加大了阴极和金属熔池间的距离,故又称远环形枪电子束熔炼炉,其阴极的工作条件有所改善,但寿命一般也只有十几个小时。
横向枪和结晶器上口几乎处于同一平面,故又称平面电子束熔炼炉。它既具有环形枪电子束熔炼炉的优点,其阴极工作条件又得到了显著改善,使用寿命可提高到100h以上,但它与环形枪电子束熔炼炉一样,枪处于熔炼室内,故熔化时真空度不能太低。
轴向枪结构复杂、制造困难,属远聚焦电子枪,其阴极寿命可长达几百小时。由于枪室可单独抽真空,从而熔炼室压力可高于枪室压力1~2个数量级,使得电子束熔炼的材料更广泛些,某些含气量较大的材料亦可进行熔炼。这种电子束重熔炉电子束射出的方位和它的密度可以按熔炼时的需要进行调节,熔炼时,电子束可以分成若干股,分别射到料棒、金属液面或重熔锭金属熔池表面的不同部位。这种电子束熔炼炉广泛用于工业生产中。为了增大炉子容量和实现不同熔炼目的,还经常采取多支轴向枪联合使用的方案。
应用最多的电子束炉,主要用于特殊钢及合金、特别是难熔金属。
这种炉子主要是用电子束将金属料棒局部加热熔化形成熔区来达到精炼的目的。因此种炉子无结晶器,故又称为无坩埚悬浮区域精炼炉。它主要用于获取高纯金属。
这种炉子的结构和真空凝壳炉相同,它是在电子束熔炼炉的熔炼室内加入一套铸造系统,用于真空铸造,主要是钛及钛合金的真空铸造。
德国Leybold-Heraeus公司发明了这种多用途电子束熔炼炉,即电子束连续流熔炼(Elecllron Beam Continous Flow Melting简称EBCFM)或电子束冷床熔炼(Electron Beam Cold Hearth Melting简称EBCHM)炉。日本矿业日立工厂的ESPl00/1200(:F炉子的高真空泵抽气速率为100000L,/s,电子束功率为1200kw,主要用于生产高纯特殊钢、镍基和钴基高温合金,用海绵钛及废钛生产纯钛锭和用直接滴流法生产难熔、活泼金属及其合金。产品为高3m、断面为470ram×150mm至1350mm×250mm的扁锭或直径为400ram和800ram的圆锭。用EBCFM炉子还可以生产细晶盘坯及锭子。图3是用EBCFM方法(在ES2/12/200CF炉子上)生产细晶盘坯的示意图。用这种方法可以得到宏观晶粒尺寸小于0.2mm的718合金盘坯。这种炉子变更铸造系统后可进行真空铸造,也可用于旋转制粉。
1905年德国的西门子(Siemens)公司和Haisko用电子束熔炼钽首次获得成功,重熔锭的纯度和加工性能都优于真空电弧炉重熔的锭子。但当时世界上的真空技术发展水平还很低,从而影响了电子束熔炼技术的发展。直到20世纪50年代,美国的Tomoscai公司才将电子束熔炼发展到工业化生产规模,引起了世界各国的关注。几个工业发达国家相继开展了电子束炉的研制工作,其中美国和德国发展最快。这样,电子束熔炼也就发展成为一种新的特种冶金技术。中国是1958年开始电子束熔炼炉的研究和试制工作的。到了60年代已经具备了工业化生产的规模。
电子束熔炼过程存在3种基本的冶金反应:(1)除气。电子束熔炼可除去大多数金属中的氢、且氢的去除很容易,一般在炉料被熔清之前即已基本完成:由于真空度高,熔池温度及处于液态的时间可控,脱氮效果也很高。(2)金属杂质的挥发。在电子束熔炼温度下,凡是比基体金属蒸气压高的金属杂质均会不同程度地得以挥发去除。(3)去除非金属夹杂物。氧化物及氮化物夹杂物在电子束熔炼温度及真空度下,有可能分解出[O]及[N]被去除;[O]还可以通过碳氧反应而被去掉;此外,锭子自下而上的顺序凝固特点也有利于非金属夹杂物的上浮。