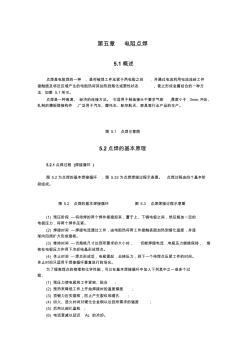
点焊工作原理见图。将钢筋的交叉部分置于点焊机的两个电极间,然后通电,钢筋温升至一定高度后熔化,再加压使交叉处钢筋焊接在一起,焊点的压入深度应符合下列要求:热轧钢筋点焊时,压入深度为较小钢筋直径的30%~45%;冷拔低碳钢丝点焊时,压入深度为较小钢丝直径的30%~35% 。
-

选择特殊符号
选择搜索类型
请输入搜索
电阻点焊主要工作参数有变压器级数、焊接通电时间、电流强度、电极压力等。焊接时应根据钢筋级别、直径及焊机性能等具体情况合理选择工作参数。
钢筋点焊工艺,根据焊接电流大小和通电时间长短,可分为强参数工艺和弱参数工艺两种。强参数工艺的电流强度较大(120~360A/mm),而通电时间很短,只有0.1~0.5s。这种工艺的焊接质量以保证,经济效果好,但配套所需的点焊机功率较大。弱参数工艺的电流强度较小,一般为80~160A/mm,而通电时间较长,一般大于0.5s。在点焊热轧粗筋时,因其直径较大,点焊机功率不足,需采用弱参数工艺,其他情况一般采用强参数工艺,以提高工作效率。在点焊冷处理钢筋时,为了保证点焊质量,必须采用强参数工艺。
点焊采用的点焊机有单点点焊机(主要用于焊接较粗钢筋),多点点焊机(主要用于焊接钢筋网片)和悬挂式点焊机(能任意移动、可焊接各种几何形状的大型钢筋网片和钢筋骨架)。
电阻焊是工件组合后通过电极施加压力,利用电流流过接头的接触面及邻近区域产生的电阻热进行焊接的方法,因其焊接的热源是电阻热,故称电阻热。高频焊利用的是高频电流产生的电阻热,所有是一种电阻焊。钎焊是加热被...
不是这样的。正确说法是:并联电阻的倒数等于各电阻倒数之和。一、并联电阻:电路中各电阻并列连接在电路中称为并联电阻,另外由单纯的并联电阻或用电器(用电器:如,电视机,空调,电脑等)构成的电路称为并联电路...
点焊工作原理见图。将钢筋的交叉部分置于点焊机的两个电极间,然后通电,钢筋温升至一定高度后熔化,再加压使交叉处钢筋焊接在一起,焊点的压入深度应符合下列要求:热轧钢筋点焊时,压入深度为较小钢筋直径的30%~45%;冷拔低碳钢丝点焊时,压入深度为较小钢丝直径的30%~35% 。
点焊接头的质量检查包括外观检查和强度检验两部分内容。取样时,外观检查应按同一类型制品分批抽查,一般制品每批抽查5%;梁柱、桁架等重要制品每批抽查10%,且均不能少于3件。要求焊点处金属熔化均匀;压入深度符合规定;焊点无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象;制品尺寸,网格间距偏差应满足有关规定。偏差应满足有关规定。强度检验时,从每批成品中切取。
热轧钢筋焊点应作抗剪试验;冷拔低碳钢丝焊点处作抗剪试验外,还应对较小钢丝作拉力试验。强度指标应符合《钢筋焊接及验收规程》的规定。试验结果,如有一个试件达不到上述要求,则应取双倍数量的试件进行复检。复检结果,如仍有一个试件不能达到上述要求,则该批制品即为不合格。采用加固处理后,可进行二次验收 。

 钢筋电阻点焊
钢筋电阻点焊
钢筋电阻点焊
钢筋电阻点焊 焊点脱落 1.现象 钢筋点焊制品焊点周界熔化铁浆挤压不饱满,如用钢筋轻微撬订,或将钢 筋点焊制品举至离地面 1m高,使其自然落地,即可产生焊点分离现象。 2.原因分析 (1)焊接电流过小,通电时间太短,焊点强度较低。 (2)电极挤压力不够。 (3)压入深度不够。 3.防治措施 (1) 正确优选焊接参数。焊工应严格遵守班前试验制度,优选合适焊接参 数,试验合格后方可正式投入生产。点焊热轧钢筋时,除钢筋直径较大,焊机 功率不足而采用电流强度较小 (80~160A/mm2),通电时间较长 (0.1~0.5s 以 上 )的规范外, 一般应 采用电 流强度较 大 (120~ 360A/mm2),通电时间很 短 (0. 1~0.5s)的规范。点焊冷处理钢筋时,必须电流强度较大,通电时间很 短。同时应注意钢筋点焊制品的钢筋焊接间距,是否会产生
 第五章电阻点焊
第五章电阻点焊
第五章电阻点焊
第五章 电阻点焊 5.1概述 点焊是电阻焊的一种 , 是将被焊工件压紧于两电极之间 , 并通过电流利用电流流经工件 接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态 , 使之形成金属结合的一种方 法, 如图 5.1所示。 点焊是一种高速、 经济的连接方法。 它适用于制造接头不要求气密 ,厚度小于 3mm,冲压、 轧制的薄板搭接构件 ,广泛用于汽车、摩托车、航空航天、家具等行业产品的生产。 图 5.1 点焊示意图 5.2点焊的基本原理 5.2.1点焊过程 (焊接循环 ) 图 5.2为点焊的基本焊接循环 , 图 5.33为点焊焊接过程示表图。 点焊过程由四个基本阶 段组成。 图 5.2 点焊的基本焊接循环 图 5.3 点焊焊接过程示意图 (1) 预压阶段 —将待焊的两个焊件搭接起来,置于上、下铜电极之间,然后施加一定的 电极压力,将两个焊件压紧。 (2) 焊接时间 —焊接电流通过工件,由
钢筋电阻点焊
英文:resistance sopt welding of reinforcing bar
解释:将两钢筋安放成交叉叠接形式,压紧于两电极之间,利用电阻热熔化母材金属,加压形成焊点的一种压焊方法。
1. 钢筋电阻点焊一般规定
1 混凝土结构中的钢筋焊接骨架和钢筋焊接网块,宜采用电阻点焊机制作。
2 钢筋焊接骨架和钢筋焊接网可由HPB235、HRB335、HRB400 、CRB550钢筋制成。当两根钢筋直径不同时,焊接骨架较小钢筋直径小于或等于10MM时,大、小钢筋直径之比不宜大于3;当较小钢筋直径为12~16MM时,大、小钢筋直径之比,不宜大于2。焊接网较小钢筋直径不得小于较大钢筋直径的0.6倍。
3 电阻点焊的工艺过程中应包括预压、通电、锻压三个阶段。
4 电阻点焊应根据钢筋牌号、直径及焊机性能等具体情况,选择合适的变压器级数。焊接通电时间和电极压力。
5 焊点的压入深度应为较小钢筋直径的18%~25%。
6 钢筋多头点焊机宜用于同规格焊接网的成批生产。当点焊生产时,除符合上述规定外,尚应准确调整好各个电极之间的距离、电极压力,并应经常检查各个焊点的焊接电流和焊接通电时间。
当采用钢筋焊接网成型机组进行生产时,应按设备使用说明书中的规定进行安装、调试和操作,根据钢筋直径选用合适电极压力和焊接通电时间。
7 在点焊生产中,应经常保持电极与钢筋之间接触面的清洁平整;当电极使用变形时,应及时修整。
8 钢筋点焊生产过程中,随时检查制品的外观质量,当发现焊接缺陷时,应查找原因并采取措施,及时消除。
《建设工程技术与计量》(土建)课本浓缩:电阻点焊
电阻点焊主要用于小直径钢筋的交叉连接,如用来焊接钢筋钢筋骨架、钢筋网中交叉钢筋的焊接 ; 气压焊不禁适用于钢筋的竖赂连接她适用于各种方位布置的钢筋连接,当不同直径连接时,两根钢筋直径不得大于7mm.
2020年7月21日,《电阻点焊、凸焊及缝焊接头的维氏硬度试验方法》发布。
2021年2月1日,《电阻点焊、凸焊及缝焊接头的维氏硬度试验方法》实施。