定位尺寸文献

 设备平台槽钢定位尺寸
设备平台槽钢定位尺寸
设备平台槽钢定位尺寸
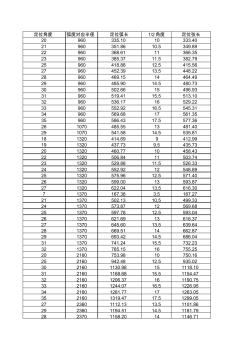
定位角度 弧度对应半径 定位弧长 1/2角度 定位弦长 20 960 335.10 10 333.40 21 960 351.86 10.5 349.89 22 960 368.61 11 366.35 23 960 385.37 11.5 382.79 25 960 418.88 12.5 415.56 27 960 452.39 13.5 448.22 28 960 469.15 14 464.49 29 960 485.90 14.5 480.73 30 960 502.66 15 496.93 31 960 519.41 15.5 513.10 32 960 536.17 16 529.22 33 960 552.92 16.5 545.31 34 960 569.68 17 561.35 35 960 586.43 17.5 577.36 26 1070 485.55 13 48
 管子与法兰盘焊接的专用定位尺
管子与法兰盘焊接的专用定位尺
管子与法兰盘焊接的专用定位尺
法兰盘与管子焊接时如果不成90°,就会在接管子时出现弯曲现象,为此笔者根据多年的工作经验,设计制造了一把定位和检验法兰盘与管子成90°的专用尺(见图)。该尺是根据法兰盘的最大直径和厚度制作的。经实践证明,使用该尺不但能提高管子焊接速度,而且能确保焊接质量,是一种较实用的定位和检测专用工具。