钛合金Ti6Al4V具有耐腐蚀性良好、密度小、比强度高、热强度好等优良的综合性能,是重要的工程材料之一,广泛应用于航空航天、石油化工、医疗设备等领域。由于其导热系数小、摩擦系数大、弹性模量低和化学活性高等特点,使钛合金的切削性能较差,加工效率较低。在钛合金切削过程中,锯齿状切屑是典型切屑形态,锯齿形切屑形成过程中造成切削温度高、切削力高频波动,加剧刀具磨损和机床振动,进而降低加工表面质量。锯齿形切屑分成两个明显不同的变形区:变形很小且呈梯形的基块;变形高度局部化的绝热剪切带(Adiabatic Shear Bands,ASB)。由于ASB的演化机理非常复杂,在不同切削条件下,ASB内的微观组织形态也有较大差异。ASB根据其内部材料的微观组织形态可分为形变带和转变带,众多学者对ASB内组织形态、显微硬度以及转变带内材料是否发生相变进行了研究。
本文通过正交试验研究了切削用量和刀具前角对切削力和锯齿化程度的影响规律。通过观察不同切削条件下ASB内的金相组织特征,分析和探讨ASB演变过程和锯齿形切屑裂纹形态及形成机理。
1切削试验
(1)试验条件
在CA6140车床上进行试验,采用直角自由干式切削加工。工件材料为经过退火处理的钛合金Ti6Al4V,工件尺寸Φ80mm×300mm。刀具牌号为YG8硬质合金刀具,刀具角度:前角-15°~10°、后角12°、刃倾角0°。为了满足直角自由切削的切削条件,利用切槽刀在试件外圆表面切出宽度为3mm的环槽。用Kistler 9257B测力仪采集切削力,采样频率51.2kHz。收集不同切削条件下的切屑制成金相标本,观察锯齿形切屑的锯齿化几何表征和金相组织。
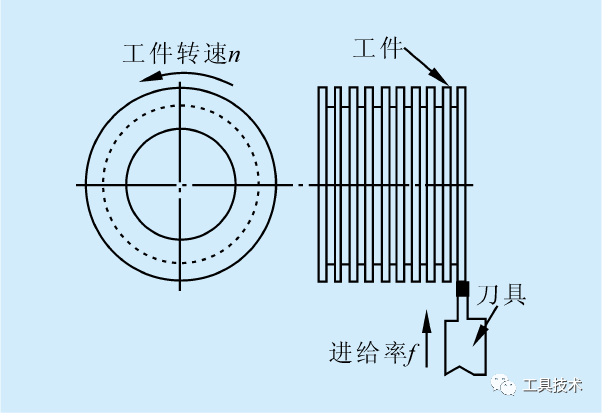
图1 切削原理
(2)试验方案
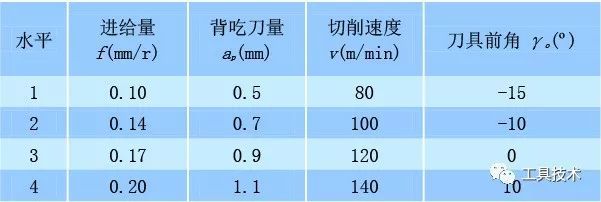
利用正交表设计四因素四水平正交试验,考察进给量f、背吃刀量ap、切削速度v和刀具前角γo对指标的影响,正交试验因素水平表如表1所示。
表1 正交试验因素水平表
2试验结果及分析
试验采用标准正交试验L16(45),表头设计依次为进给量f、背吃刀量ap、切削速度v、刀具前角γo和空白列。空白列用于探测存在偶然因素而引起的结果变化,也可称为误差项。各种试验因素得到的试验结果与误差项进行比较,以判断因素水平对考察指标影响的显著性。
(1)切削力分析
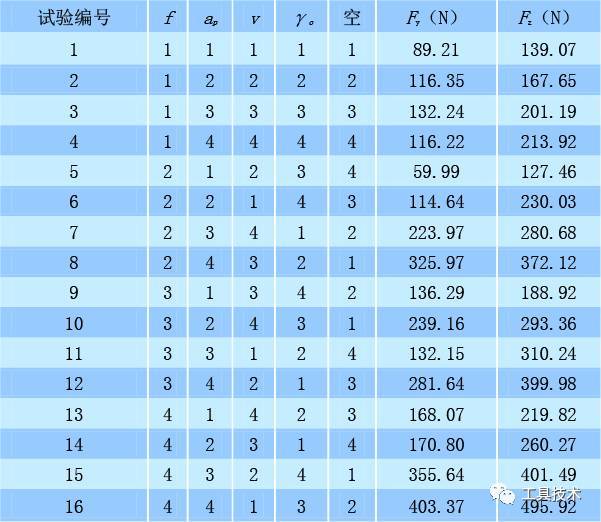
试验采用直角自由切削的方式,以进给力Fy和主切削力Fz为考察指标。因背向力Fx较小而忽略不计。表2为切削力的平均值试验结果。
表2 切削力试验结果
切削力与各因素关系如图2所示,试验结果的方差分析结果见表3。具体方差分析过程为:计算偏差平方和S、自由度f、平均偏差平方和F值。用F值检验法进行显著性检验,通常F>F0.01表明该因素高度显著,记为**;F0.01>F>F0.05称为显著,记为*;F0.05>F>F0.10说明该因素有一定影响但不显著;F<F0.10则认为该因素无影响。切削力方差分析结果表明,进给量和背吃刀量对主切削力和进给力的影响高度显著,刀具前角对主切削力的影响显著,且对进给力影响高度显著。
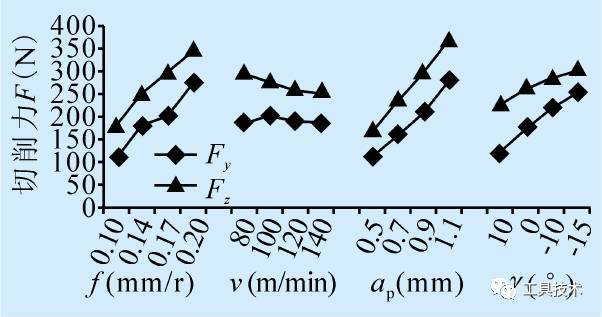
图2 切削力与各因素的关系
表3 切削力方差分析结果

随着进给量和背吃刀量的增大,切削面积与摩擦力均增大,使切削力正比增大。但增加进给量会使切屑塑性变形减小,导致切削力下降。所以,切削力随进给量和背吃刀量增大而增大,但进给量的影响程度小于背吃刀量(见图2)。随着切削速度的增加,剪切角增大和摩擦系数减小,切屑的塑性变形减小。同时,单位时间产生的切削热增加,散热体积却基本不变,所以切削温度随之上升,热软化效应增强,使变形区内钛合金材料的强度和硬度降低。随着切削速度的提高,应变率随之增大,应变率强化作用又会使变形区内材料的强度和硬度提高。这些因素的综合作用,使切削力随切削速度提高而缓慢减小,呈现出图2所示的变化趋势。随着刀具前角的减小,剪切角将随之减小,前刀面对切屑的挤压更为严重,切屑的塑性变形及摩擦力增加。同时刀具的楔角增大使刀具变钝,进给方向上的抗力增加更加明显。切削力将随刀具前角减小而增大且对进给力的影响更加显著,呈现图2所示的变化趋势。
(2)锯齿化程度
带状切屑的变形程度通常用变形系数来描述。变形系数越大,切屑的变形程度越大。锯齿形切屑和带状切屑形成的机理不同,变形系数不能准确地描述锯齿形切屑的变形程度。Schulz H.提出使用锯齿化程度Gs定义锯齿形切屑的变形程度。锯齿化程度越大,锯齿形切屑的变形程度越大,其公式表示为
Gs=(h1-h2)/h1 (1)
式中,Gs为锯齿化程度;h1为切屑最大厚度;h2为切屑连续部分的高度。
采用ToupView软件对每组切屑进行5次测量取平均值,测量方法如图3所示,测量结果见表4。
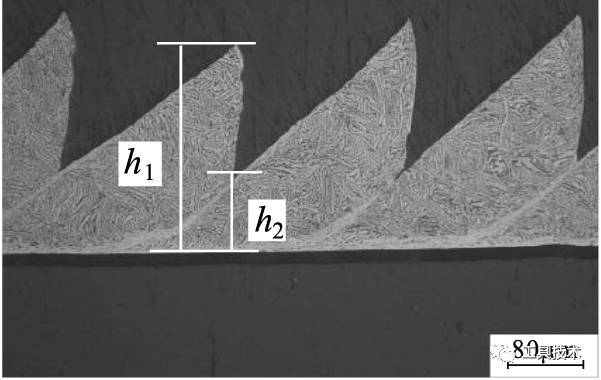
图3 锯齿化程度测量方法
锯齿化程度与各因素的关系见图4,试验结果的方差分析结果见表5。锯齿化程度的方差分析结果表明,锯齿化程度受刀具前角影响高度显著,受进给量的影响显著,切削速度对锯齿化有一定影响但不显著。
从图4可以看出,背吃刀量的变化对锯齿化程度影响较小,原因在于直角自由切削中背吃刀量远大于进给量,切削过程中的变形可视为平面应变,即切削层中的塑性流动仅发生在垂直于刀具切削刃的平面上。
表4 锯齿化程度试验结果
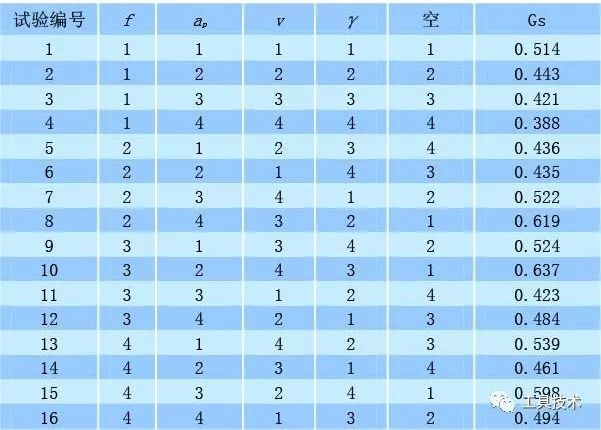
表5 锯齿化程度方差分析结果

切削钛合金时,随着切削速度的增加,切削温度升高。切削温度从切削层底部(与刀尖接触处)至切削层顶部的分布极不均匀,更容易形成ASB。ASB区域内热软化效应的作用更加明显,材料发生较大的剪切滑移变形,锯齿化程度将随切削速度提高而增加,如图4所示。随进给量的增加,锯齿化程度随之增加。当进给量大于0.14mm/r时,锯齿化程度增加速率减缓(见图4)。形成这种变化趋势的原因有两方面:一方面是切削钛合金时,随进给量增大,切削温度由切削层底部至切削层顶部分布很不均匀,更容易形成ASB且该区域变形主要受热软化效应影响,并随进给量的增大,刀—屑接触长度(即第二变形区长度)增加,使前刀面对切屑节块的挤压作用加剧,因此随进给量的增大,锯齿化程度总体上呈增大趋势;另一方面,由切屑微观形貌可知,当进给量f≤0.14mm/r时,ASB处于由形变带向转变带转化的阶段,ASB内的剪切滑移变形急剧增加,该阶段锯齿化程度急剧增大。相比之下,当进给量大于0.14mm/r时,锯齿化程度的增加速率呈减缓趋势。
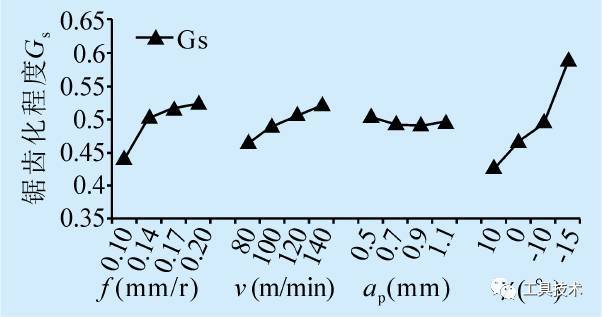
图4 锯齿化程度与各因素的关系
随着刀具前角的减小,受前刀面的挤压,切削层表面变形更为严重,梯形基块变形加剧。同时,在绝热剪切形成过程中,梯形沿前刀面的滑移距离增加,剪切滑移变形增大,锯齿化程度加剧(见图4)。
3ASB的微观形态
(1)ASB内组织特征
ASB形成过程中,如果剪切滑移变形的应变率较小,所产生的热量有较长的时间传递给周围材料,会形成宽度较大的升温区。在温度热软化效应的作用下,形成明显高于梯形基块的大塑性变形为主且宽度较大的形变带(见图5a);随着锯齿形切屑变形程度增加,形变带内变形不均匀,局部区域剪切滑移应变率较大,出现具有转变带晶粒组织特征的变形区,其他区域依然保持形变带内的大塑性变形,形成形变带和转变带共存的ASB(见图5b)。锯齿形切屑变形程度进一步增加,ASB内剪切滑移变形明显加剧且高度集中。由于材料导热性较差,使热量迅速累计,温度急剧升高,在高温、剪应力和周围材料挤压的作用下发生较大的剪切滑移变形,晶粒组织细化呈现出纤维状特征。经过腐蚀呈宽度很窄的“亮白带”,与梯形基块之间存在大塑性变形过渡区,晶粒组织发生了与大塑性变形有本质区别的组织结构转变(见图5c)。
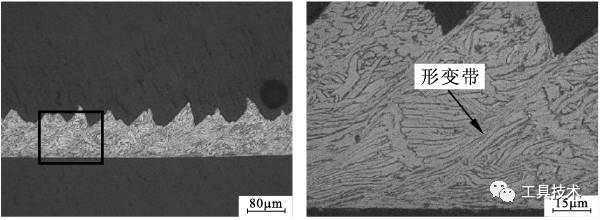
(a)形变带(f=0.14mm,ap=0.7mm,v=80m/min,γo=0°)
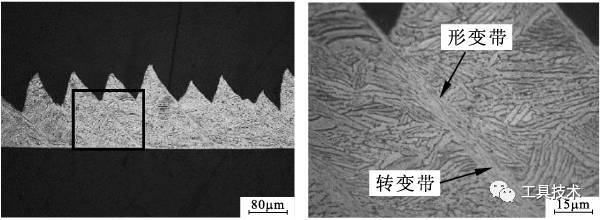
(b)形变带+转变带(f=0.10mm,ap=0.9mm,v=120m/min,γo=0°)

(c)转变带(f=0.20mm,ap=0.9mm,v=100m/min,γo=-15°)
图5 绝热剪切带内组织特征
如图6a所示,在切削过程中,刀具前刀面与切屑底部之间互相摩擦和挤压,使刀—屑接触区持续保持高温和高应变的状态,在切屑底部形成与ASB组织形貌相似的亮白层。仔细观察图6b中的ASB可发现,ASB与切屑底面之间的夹角由A处到B处的变化过程中,先保持稳定再逐渐减小且宽度逐渐增加。锯齿形节块在离开第一变形区后仍然在前刀面上滑动,使ASB在前刀面挤压和高温的作用下发生弯曲并与切屑底面亮白层融合。
如图6b所示,ASB中的应变分布不均匀,由刀尖处至切屑自由表面逐渐减小,所以ASB宽度由A处到B处逐渐增加。在ASB的形成过程中,窄带内的材料经受了很大的变形和损伤,内部会产生大量微裂纹或微孔洞并迅速聚合,并在惯性力的作用下发生韧性断裂形成锯齿形切屑断裂面。
如图6c所示,因ASB宽度由刀尖至切屑自由表面逐渐减小,所以锯齿形切屑断裂面的纤维状晶粒组织分布宽度,呈现D处明显大于C处的趋势。
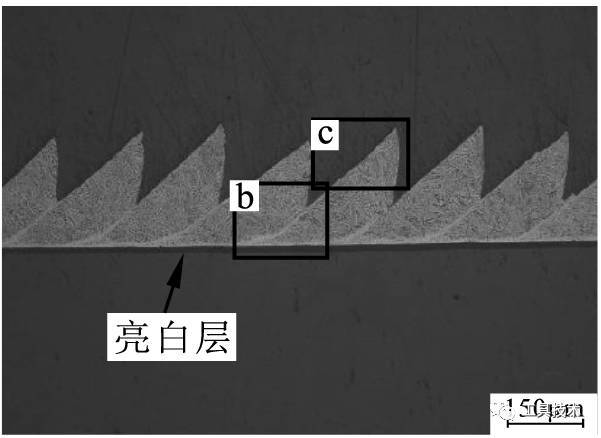
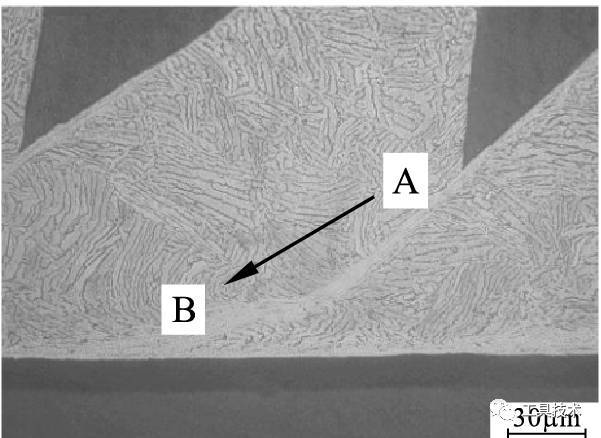

图6 绝热剪切带的形态(f=0.14mm,ap=1.1mm,v=140m/min,γo=-15°)
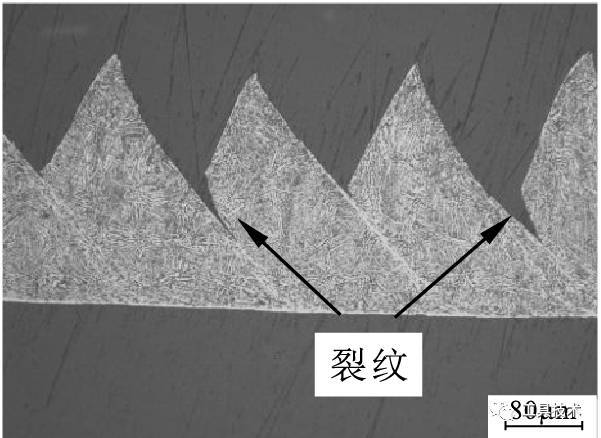
(2)锯齿形切屑裂纹形态
如图7所示,通过观察切屑样本形貌可知,在一定的切削条件下,锯齿形切屑顶部会出现明显的裂纹(位于ASB与下一个梯形基块交界处),并沿ASB方向扩展。ASB形成过程中,ASB内材料温度较高,末端在梯形基块材料和空气的作用下迅速冷却。同时,ASB与下一梯形基块的交界处有明显应变和温度梯度,材料内部存在较大残余应力。因此,ASB边缘处成为裂纹源,易形成裂纹(见图7a)。
锯齿形切屑裂纹形成大小还与外界切削条件有关。刀具前角对其影响较显著,刀具前角为10°时,切削过程中锯齿形切屑裂纹更加明显(见图7b和图7c)。当刀具前角为正前角,断裂面受到的正压力和剪应力相对减小,断裂面在惯性力的作用下分离,遇到周围的空气迅速硬化,使裂纹进一步增大;当刀具为负前角时,两个韧性断裂面并未分离,锯齿节块和未变形切屑相互挤压,断裂面受到的正压力和剪应力较大,断裂面互相摩擦粘结,继续发生较大的剪切滑移变形,这种条件下裂纹通常不会进一步扩展。
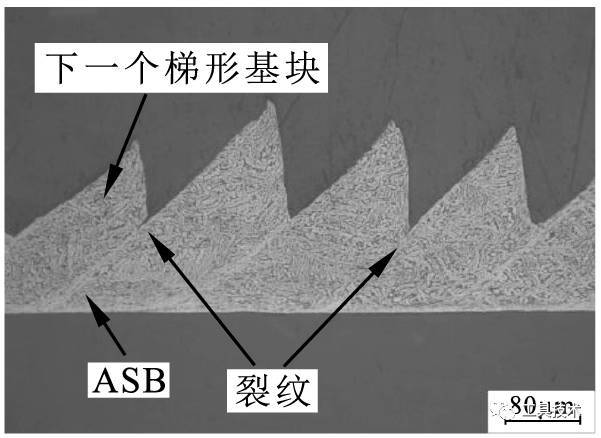
(a)f=0.14mm,ap=1.1mm,v=140m/min,γo=-15°
(b)γo=10°,f=0.17mm,ap=0.9mm,v=80m/min
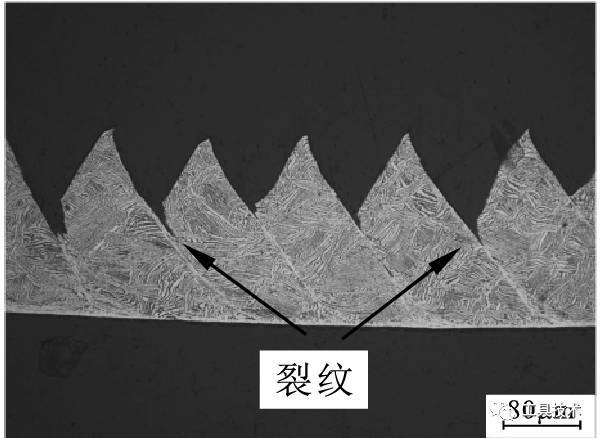
(c)γo=10°,f=0.1.4mm,ap=0.5mm,v=100m/min
图7 锯齿形切屑裂纹形态
小结
(1)方差分析表明,进给量和背吃刀量对切削力的影响高度显著,刀具前角对进给力的影响高度显著而对主切削力的影响显著。刀具前角、进给量和切削速度对锯齿化程度的影响依次为高度显著、显著、有一定影响但不显著。
(2)随着锯齿形切屑变形程度的增加,ASB内组织特征由形变带向转变带转化。由于ASB内应变分布不均匀,其宽度由刀尖至切屑自由表面逐渐减小。
(3)锯齿形切屑裂纹在ASB与下一梯形基块的交界处形成,并沿ASB方向扩展。因ASB末端高温材料迅速冷却,并且ASB边缘处有较大的应变梯度和温度梯度,该处会存在残余应力,使ASB边缘处易形成裂纹。刀具前角对裂纹影响较显著,当刀具前角为10°时裂纹更加明显。
原载《工具技术》 作者:王雨溥

 金属切削第一章刀具几何角度及切削要素
金属切削第一章刀具几何角度及切削要素
 改善合金铸铁气缸套切削性能的试验研究
改善合金铸铁气缸套切削性能的试验研究