刀具:锥齿轮加工刀具文献

 齿轮加工方式
齿轮加工方式
齿轮加工方式
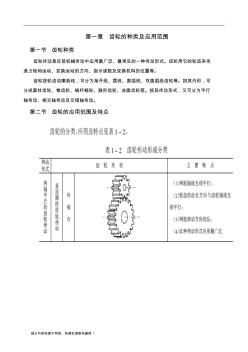
. 部分内容来源于网络,有侵权请联系删除! 第一章 齿轮的种类及应用范围 第一节 齿轮种类 齿轮传动是目前机械传动中应用最广泛、最常见的一种传动形式。齿轮用它的轮齿来传 递力矩和运动、变换运动的方向、指示读数及变换机构的位置等。 齿轮按轮齿齿廓曲线,可分为渐开线、摆线、圆弧线、双圆弧线齿轮等。按其外形,可 分成圆柱齿轮、锥齿轮、蜗杆蜗轮、鼓形齿轮、非圆齿轮等。按其传动形式,又可分为平行 轴传动、相交轴传动及交错轴传动。 第二节 齿轮的应用范围及特点 . 部分内容来源于网络,有侵权请联系删除! . 部分内容来源于网络,有侵权请联系删除! . 部分内容来源于网络,有侵权请联系删除! 第二章 齿轮加工方法及工艺过程 第一节 齿轮加工方法 一、齿轮常用材料及其力学性能 齿轮的轮齿在传动过程中要传递力矩而承受弯曲、冲击等载荷。通过一段时间的使用, 轮齿还会发生齿面磨损、齿面点蚀、表面咬合和齿
 高强度弧齿锥齿轮的齿形建模及加工试验
高强度弧齿锥齿轮的齿形建模及加工试验
高强度弧齿锥齿轮的齿形建模及加工试验
非零正变位设计的弧齿锥齿轮具有较高的强度,对该齿轮副法进行大重合度加工参数设计,可弥补正传动设计由于啮合角增大而使得重合度降低的不足。对比了非零正变位设计与常规设计的几何参数与加工参数,并对设计参数进行了TCA分析;基于UG对大轮进行了齿根受力分析。进行了齿轮的铣齿加工与滚动检查实验,结果表明,利用局部综合法与非零变位技术可以设计高强度的弧齿锥齿轮,实际加工的齿轮副啮合状况良好。