生物制品的冷冻干燥产品,需要有一定的物理形态;均匀的颜色、合格的残余水份含量、良好的溶解性、高的存活率或效价、长的保存期。因此,不仅要对制苗过程和冻干后的密封保存进行控制。更重要的是对冷冻干燥过程的每一阶段的各参数进行全面的控制,才能得到优质的产品。冻干曲线和时序就是进行冷冻干燥过程控制的基本依据。
冻干曲线和时序不仅是手工操作冻干机的依据,而且也是自动控制冻干机操作的依据。例如,利用凸轮法和滚筒法进行冻干机的自动控制时,凸轮和滚筒的刻划依据就是冻干曲线和时序,在用微处理机对冻干机进行控制时,操作程序的编制依据也是冻干曲线和时序,按照微机的一定要求把冻干曲线和时序用操作键盘输入微机的贮存器内。
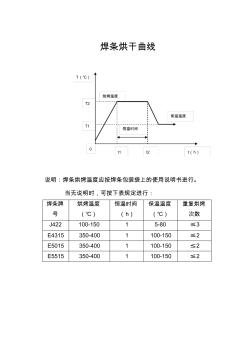
冻干曲线是冻干箱板层温度与时间之间的关系曲线。一般以温度为纵坐标,时间为横坐标。它反映了在冻干过程中,不同时间板层温度的变化情况。
冻干时序是在冻干过程中不同时间,各种设备的启闭运行情况。
制定冻干曲线以板层为依据是因为产品温度是受板层温度支配的。控制了板层温度也就控制了产品温度。
产品的品种:产品不同则共熔点亦不同,共熔点低的产品要求预冻的温度低;加热时板层的温度亦相应要低些。有些产品受冷冻的影响较大,有些产品则影响较小;一般细菌性的产品受冷冻的影响较大,病毒性的产品受冷冻的影响较小。要根据试验找出一个产品的最优冷冻速率,以获得高质量的产品和较短的冷冻干燥时间。另外产品不同,对残余水份的要求也不同。为了长期保存产品,有些产品要求残余水份含量低些。有些则要求高些。残余水份含量要求低的产品,冻干时间需长些。残余水份含量要求高的产品,冻干时间可缩短。
装量的多少也影响着冻干曲线的制定。一个是总装量的多少,一个是每一容器内产品装量的多少。装量多的冻干时间也长。
容器的品种也是需要考虑的因素,底部平整和较清洁的瓶子传热较好。底部不平或玻璃厚的瓶子传热较差,后者显然冻干时间较长。
冻干机性能的优劣直接关系到冻干曲线的制定,冻干机有各种不同的型号,因此它们的性能也各不相同。有些机器的性能好,例如板层之间,每板层的各部分之间温差小;冷凝器的温度低,冰负荷能力大;冻干箱与冷凝器之间的水蒸汽流动阻力小;真空泵抽速快,真空度好而稳定。有些机器则差一些。因此尽管是同一产品。当用不同型号的冻干机进行冻干时,曲线也是不一样的,照搬其它型号机器的冻干曲线不一定能冻出好的产品来。
预冻速度
预冻速度大部分机器不能进行控制,因此只能以预冻温度和装箱时间来决定预冻的速率,要求预冻的速率快,则冻干箱先降至降低的温度,然后才让产品进箱;要求预冻的速率慢,则产品进箱之后在让冻干箱降温。
预冻的最低温度
这个温度取决于产品的共熔点温度,预冻最低温度应低于该产品的共熔点温度。
预冻的时间
产品装量多,使用的容器底厚而不平整,不是把产品直接放在冻干箱板层上冻干,冻干箱冷冻机能力差,每一板层之间以及每一板层的个部分之间温差大的机器,则要求预冻时间长些。为了使箱内每一瓶产品全部冻实,一般要求在样品的温度达到预定的最低温度之后再保持1-2小时的时间。
冷凝器降温的时间
冷凝器要求在预冻末期,预冻尚未结束,抽真空之前开始降温。之前多少时间要由冷凝器机器的降温性能来决定。要求在预冻结束抽真空的时候,冷凝器的温度要达到-40℃左右。好的机器一般之前半小时开始降温。
冷凝器的降温通常从开始之后一直持续到冻干结束为止。温度始终应在-40℃以下。
抽真空时间
预冻结束就是开始抽真空的时间,要求在半小时左右的时间真空度能达到1×10-4毫巴。
抽真空的同时,也是冻干箱冷凝器之间的真空阀打开的时候,真空泵和真空阀门打开同样一直持续到冻干结束为止。
预冻结束的时间
预冻结束就是冻干箱冷冻机的运转,通常在抽真空的同时或真空抽到规定要求时停止冷冻机的运转。
开始加热时间
一般认为开始加热的时间(实际上抽真空开始升华即已开始)。开始加热是在真空度达到1×10-1毫巴之后(接近1×10-1毫米汞柱),有些冻干机利用真空继电器自动接通加热,即空度达到1×10-1毫巴时,加热便自动开始;有些冻干机是在抽真空之后半小时开始加热,这时真空度已达到1×10-1毫巴甚至更高。
真空报警工作时间
由于真空度对于升华是极其重要的,因此新式的冻干机均设有真空报警装置。真空报警装置的工作时间在加热开始之时到校正漏孔使用之前,或从一开始一直使用到冻干结束。
一旦在升华过程中真空度下降而发生真空报警时,一方面发出报警信号,一方面自动切断冻干箱的加热。同时还启动冻干箱的冷冻机对产品进行降温,以保护产品不致发生熔化。
校正漏孔的工作时间
校正漏孔的目的是为了改进冻干箱内的热量传递,通常在第二阶段工作时使用,继续恢复高真空状态。使用时间的长短由产品的品种、装量和调定的真空度的数值所决定。
产品加热的最高许可温度
板层加热的最高许可温度根据产品来决定,在升华时板层的加热温度可以超过产品的最高许可温度因为这时产品仍停留在低温阶段,提高板层温度可促进升华;但冻干后期板层温度需下降到与产品的最高许可温度相一致。由于传热的温差,板层的温度可比产品的最高许可温度略高少许。
冻干的总时间
冻干的总时间是预冻时间,加上升华时间和第二阶段工作的时间。总时间确定,冻干结束时间也确定。
这个时间根据产品的品种,瓶子的品种、装箱方式、装量、机器性能等来决定,一般冷冻工作的时间较长,在18-24小时左右,有些特殊的产品需要几天的时间。