电瓶修复技术技术应用文献

 凯夫拉纤维管道修复技术应用
凯夫拉纤维管道修复技术应用
凯夫拉纤维管道修复技术应用
凯夫拉纤维管道修复技术应用 李国民,陈小林,崔双民,颜腊红 中国石油冀东油田公司,河北唐山 063209 doi:10.3969/j.issn.1001-2206.2014.06.023 摘要 : 介绍了一种新 型复合材料管道修复技术即凯 夫拉纤维补强修复技术 。文章 从产品介绍 、材 料 性 能 、施 工 步 骤 、 注意事项及成功应用的实 际案例等, 对该补强修复技术进行了总结分 析, 指出该技术具有使 用 简 单 ,可 以 永 久修复 管道内外腐蚀缺陷 、裂 纹 、 机械损伤, 可以在不 影响管道正常输送的情况下完成管道维 抢 修 施 工 等 优 点 。 关键词 : 复合材料 ;凯夫拉纤维 ;管道 ;修复 Appliaction of Kevlar Aramid Fiber in Pipeelipanire R Li Guomi ,nChen Xiaoli ,n
 修复技术-常规钢板车门的修复
修复技术-常规钢板车门的修复
修复技术-常规钢板车门的修复
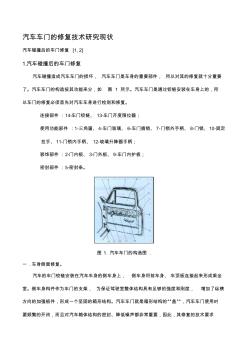
汽车车门的修复技术研究现状 汽车碰撞后的车门修复 [1, 2] 1.汽车碰撞后的车门修复 汽车碰撞造成汽车车门的损坏, 汽车车门是车身的重要部件, 所以对其的修复就十分重要 了。汽车车门的构造按其功能来分,如 图 1 所示。汽车车门是通过铰链安装在车身上的,所 以车门的修复必须首先对汽车车身进行检测和修复。 连接部件:14-车门铰链、 13-车门开度限位器; 使用功能部件 :1-三角窗、 4-车门玻璃、 6-车门插销、 7-门锁外手柄、 8-门锁、10-固定 拉手、 11-门锁内手柄、 12-玻璃升降器手柄; 装饰部件:2-门内板、 3-门外板、 9-车门内护板; 密封部件:5-密封条。 图 1. 汽车车门的构造图 . 一.车身侧面修复。 汽车的车门铰链安装在汽车车身的侧车身上, 侧车身将前车身、 车顶板连接起来形成乘坐 室。侧车身构件作为车门的支架, 为保证驾驶室整体结构具有足够的强