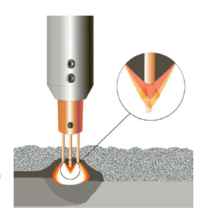
串联和并联还可以结合起来以便发挥各自的优点,比如说下图所示的工艺可以利用前导的单丝增加熔深,后面的集成冷丝埋弧焊增加熔敷率,采用这种工艺熔敷率比单丝埋弧焊可增加约3倍,还可以增加焊接速度,降低焊剂消耗,降低焊接热输入量,降低焊接变形,节能,更高效率打底和更平滑盖面 。
-

选择特殊符号
选择搜索类型
请输入搜索
多丝埋弧焊广泛用于需要较高焊接效率的应用,比如风电、海工、造船、压力容器、重型机械、管道等行业。
串联和并联还可以结合起来以便发挥各自的优点,比如说下图所示的工艺可以利用前导的单丝增加熔深,后面的集成冷丝埋弧焊增加熔敷率,采用这种工艺熔敷率比单丝埋弧焊可增加约3倍,还可以增加焊接速度,降低焊剂消耗,降低焊接热输入量,降低焊接变形,节能,更高效率打底和更平滑盖面 。
该方法实际是用两根较细的焊丝代替一根较粗的焊丝,两根焊丝共用一个导电嘴,以相同速度且同时通过导电嘴向外送出,在焊剂覆盖的坡口中熔化.这些焊丝的直径可以相同也可以不相同;焊丝的化学成分可以相同也可以不相同。焊丝的排列以及焊丝之间的距离影响焊缝的形成及焊接质量,交直流电源均可使用。两焊丝平行且垂直于母材,相对焊接方向,焊丝既可纵向排置也可横向排置或成任意角度。并列双丝焊设备简单,初始投资成本低,熔敷率高,焊接速度快,可减低焊接热输入量,减少焊接变形 。
集成冷丝埋弧焊。它是在两根平行的热丝中间插入一根冷丝,利用热丝多余的热量来熔化冷丝。它是伊萨焊接与切割设备有限公司在埋弧焊领域的最新突破性技术发展 ,能够大幅度提高生产效率,增加焊接速度,降低焊剂消耗,降低热输入量和变形,节能,更高效率打底,更平滑盖面。

双电源串联双丝埋弧焊一般采用纵列式,根据焊丝间的距离不同又可分成单熔池和双熔池(分列电弧)两种。单熔池两焊丝间距离为3~22mm,两个电弧形成共同的一个熔池和气泡,前导电弧保证熔深,后续电弧调节熔宽,使焊缝具有适当的熔池形状及焊缝成形系数,为此可大大提高焊接速度。同时,这种方法还因熔池体积大、存在时间长、冶金反应充分,因而对气孔敏感性小。
最常采用的布置或是一根前导的焊丝(反极性)和跟踪的交流焊丝,或是两根交流焊丝以避免磁偏吹。直流/交流系统利用前导的直流电弧较大的熔深,来提供较高的焊接速度,而通常在略低电流下正常工作的交流电弧,将改善该焊缝的外形和表面光洁度。
前导焊丝采用大电流、低电压保证良好的熔深,跟踪焊丝采用小电流、大电压以得到光洁的焊缝表面,中 间焊丝的焊接规范在上述两者之间。这种工艺熔深更大,熔敷速度更高。
多电源串联多丝埋弧焊现在最多的已增加至6电源串联6丝埋弧焊.通常第一根焊丝使用直流或交流,后面跟踪焊丝都采用交流以避免磁偏吹.这种工艺焊接速度非常高,对设备的要求也非常高。
多电源串联多丝埋弧焊主要用于管道的焊接,根据应用情况可以分为管道长直纵缝外焊, 管道长直纵缝内焊, 螺旋焊管外焊, 螺旋焊管内焊等不同类型。

多丝埋弧焊可以分为:多电源串联多丝埋弧焊,单电源并联多丝埋弧焊,多电源串并联多丝埋弧焊等类型。
多丝埋弧焊是一种既能保证合理的焊缝成形和良好的焊接质量,又可提高焊接速度的有效方法。

 直缝焊管多丝埋弧焊焊接工艺
直缝焊管多丝埋弧焊焊接工艺
直缝焊管多丝埋弧焊焊接工艺
以材质为X70,Φ1 016×26.2 mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。
直缝焊管多丝埋弧焊焊接工艺
直缝焊管多丝埋弧焊焊接工艺
针对多丝埋弧焊焊接工艺进行了分析和探讨,同时分析了焊丝、焊剂以及电源等对直缝焊管焊接质量具有直接影响的因素。通过上述的研究,希望能够有效的促进多丝埋弧焊焊接工艺在各种不同材质以及不同口径等方面的进一步发展。
序
编写说明
前言
第1章 高效埋弧焊1
1.1 多丝埋弧焊1
1.1.1 多丝埋弧焊的特点及应用1
1.1.2 多丝埋弧焊用焊丝和焊剂3
1.1.3 交流焊机斯考特连接4
1.1.4 多丝埋弧焊焊接参数5
1.1.5 双丝埋弧焊工艺6
1.1.6 三丝埋弧焊工艺15
1.1.7 四丝埋弧焊工艺17
1.1.8 五丝埋弧焊工艺18
1.1.9 单电源多丝埋弧焊22
1.2 金属粉末埋弧焊24
1.3 热丝、冷丝填丝埋弧焊27
第2章 钨极氩弧焊新技术30
2.1 活性焊剂钨极氩弧焊(A-TIG焊)30
2.1.1 概述30
2.1.2 A-TIG焊的特点30
2.1.3 活性焊剂31
2.1.4 活性焊剂的使用32
2.1.5 A-TIG焊的机理32
2.1.6 A-TIG焊的应用33
2.1.7 316L不锈钢管A-TIG焊工艺34
2.2 热丝TIG焊36
2.2.1 热丝TIG焊的原理36
2.2.2 热丝TIG焊的特点37
2.2.3 热丝TIG焊在管道焊接中的应用38
2.2.4 高频感应热丝TIG焊40
2.2.5 高频振动送丝式热丝TIG焊41
2.3 超声-TIG复合焊43
2.4 K-TIG焊44
2.5 TIG-MIG焊45
第3章 高效高熔敷率和低热输入熔化极气体保护焊46
3.1 高效MIG/MAG焊概述46
3.1.1 提高MIG/MAG焊效率的方法46
3.1.2 高效MIG/MAG焊焊接设备的构成49
3.2 T.I.M.E焊50
3.2.1 T.I.M.E焊的基本原理50
3.2.2 T.I.M.E焊的特点51
3.2.3 T.I.M.E焊工艺52
3.2.4 T.I.M.E焊设备及对设备的要求53
3.3 LINFAST焊接工艺53
3.4 RAPIDARC焊接工艺54
3.5 磁控大电流MAG焊55
3.6 双丝高速焊56
3.6.1 双丝MAG焊(MAX法)56
3.6.2 T.I.M.ETWIN和TANDEM双丝熔化极气体保护焊57
3.7 低热输入气体保护电弧焊61
3.7.1 冷焊技术的特点及应用61
3.7.2 CMT冷金属过渡工艺62
3.7.3 ColdArc技术67
3.7.4 CP冷焊工艺68
3.7.5 AC—CBT技术69
3.7.6 TCS冷金属过渡双丝焊接技术69
3.7.7 低能量输入电弧焊69
3.7.8 冷焊技术的应用72
第4章 窄间隙焊74
4.1 窄间隙焊概述74
4.1.1 窄间隙焊的优缺点74
4.1.2 窄间隙焊的应用75
4.1.3 三种窄间隙焊接方法比较76
4.2 窄间隙埋弧焊78
4.2.1 窄间隙埋弧焊的特点及应用79
4.2.2 窄间隙焊焊接设备的关键技术80
4.2.3 单丝窄间隙埋弧焊工艺90
4.2.4 双丝窄间隙埋弧焊工艺97
4.3 窄间隙热丝TIG焊102
4.3.1 窄间隙热丝TIG焊的分类102
4.3.2 窄间隙TIG焊需要解决的问题103
4.3.3 窄间隙热丝TIG焊的基本原理104
4.3.4 TIG窄间隙焊焊机机头105
4.3.5 单道多层不摆动窄间隙热丝TIG焊105
4.3.6 BHK电极旋转式窄间隙热丝TIG自动焊109
4.4 窄间隙熔化极气体保护焊114
4.4.1 窄间隙熔化极气体保护焊的特点及分类114
4.4.2 低热输入窄间隙熔化极气体保护焊116
4.4.3 高热输入窄间隙熔化极气体保护焊116
4.4.4 焊接参数的选择117
4.4.5 窄间隙熔化极气体保护焊焊丝和保护气体的送进技术118
4.4.6 窄间隙坡口侧壁熔合技术119
4.4.7 窄间隙MAG焊的应用124
4.4.8 双丝窄间隙熔化极气体保护焊126
4.4.9 超窄间隙熔化极气体保护焊130
第5章 等离子弧焊新工艺133
5.1 变极性等离子弧焊133
5.1.1 变极性等离子弧焊原理及特点133
5.1.2 变极性等离子弧平焊134
5.1.3 变极性等离子弧立焊136
5.1.4 变极性等离子弧焊的双弧现象142
5.2 活性等离子弧焊143
5.3 等离子弧-TIG焊144
5.4 等离子弧-MIG焊145
5.4.1 等离子-MIG复合焊原理146
5.4.2 等离子弧-MIG复合焊特点及应用146
5.4.3 等离子弧-MIG复合焊枪147
5.4.4 等离子弧-MIG焊机系统148
5.4.5 等离子弧-MIG焊与常规MIG焊温度场的比较149
5.4.6 等离子弧-MIG复合角焊150
5.4.7 双等离子弧-MIG复合堆焊151
5.4.8 变极性等离子弧-MIG复合焊151
5.4.9 低碳钢等离子弧-MIG焊工艺152
5.4.10 窄间隙等离子弧-MIG复合焊153
5.5 精细等离子弧焊技术154
第6章 激光焊与激光切割155
6.1 激光的产生155
6.2 激光焊设备157
6.2.1 激光焊设备的组成157
6.2.2 固体激光设备158
6.2.3 碟片激光器161
6.2.4 半导体激光器164
6.2.5 光纤激光器168
6.2.6 CO2激光器171
6.3 激光焊177
6.3.1 激光焊的特点177
6.3.2 激光焊的机理178
6.3.3 激光焊焊接过程的几种效应180
6.3.4 激光焊工艺181
6.3.5 双光束激光焊193
6.3.6 多焦点激光焊194
6.3.7 旋转焦点激光焊197
6.3.8 激光填丝焊198
6.4 激光切割200
6.4.1 激光切割的原理、特点及应用201
6.4.2 激光切割机206
6.4.3 激光切割工艺210
6.4.4 光纤激光器切割工艺217
6.4.5 三维激光切割技术218
6.4.6 金属材料的激光切割220
6.4.7 激光焊与激光切割的危害及预防222
第7章 复合热源焊225
7.1 概述225
7.2 激光-电弧复合热源焊226
7.2.1 激光-电弧复合热源焊的基本原理226
7.2.2 激光-电弧复合热源焊的复合形式227
7.2.3 激光-电弧复合热源焊的物理特性227
7.2.4 激光-电弧复合热源焊的特点228
7.2.5 激光-电弧复合热源焊的应用229
7.3 激光-TIG复合焊231
7.3.1 激光-TIG复合焊的作用机理及特点231
7.3.2 激光-旁轴TIG电弧复合焊232
7.3.3 激光-同轴TIG电弧复合焊234
7.3.4 旋转双焦点激光-TIG复合焊236
7.4 激光-MIG/MAG复合焊239
7.4.1 激光-MIG/MAG复合焊的基本原理239
7.4.2 激光-MIG/MAG复合焊工艺241
7.4.3 铝合金激光-MIG复合焊247
7.4.4 激光-双MIG复合焊250
7.4.5 激光-CO2/MAG短路过渡复合焊251
7.4.6 激光-CTM复合焊253
7.5 激光-等离子弧复合焊254
7.6 激光-感应热源复合焊256
7.7 激光-电阻热复合焊257
7.8 激光-搅拌摩擦复合焊259
第8章 搅拌摩擦焊260
8.1 概述260
8.1.1 搅拌摩擦焊的基本原理260
8.1.2 搅拌摩擦焊的特点261
8.1.3 影响搅拌摩擦焊的因素262
8.2 搅拌摩擦焊工艺265
8.2.1 接头形式265
8.2.2 焊接参数的选择266
8.3 搅拌摩擦焊的温度分布和焊缝金属组织269
8.3.1 焊缝区的温度分布269
8.3.2 焊缝温度仿真计算结果270
8.3.3 焊接时的热量测量271
8.3.4 焊缝区的组织272
8.4 搅拌摩擦焊焊接接头的力学性能273
8.4.1 搅拌摩擦焊焊接接头的抗拉强度和弯曲性能273
8.4.2 搅拌摩擦焊焊接接头的硬度275
8.4.3 搅拌摩擦焊焊接接头的疲劳强度276
8.4.4 搅拌摩擦焊焊接接头的冲击韧度和断裂韧度277
8.4.5 搅拌摩擦焊的应力腐蚀裂纹278
8.5 搅拌摩擦焊的应用278
8.6 搅拌摩擦搭接焊279
8.6.1 搅拌摩擦焊搭接接头类型280
8.6.2 界面迁移现象281
8.6.3 搭接接头搅拌摩擦焊工艺282
8.6.4 消除钩状缺陷提高焊接质量的措施283
8.6.5 异种材料搅拌摩擦搭接焊284
8.6.6 铝合金搅拌摩擦焊搭接接头疲劳行为285
8.7 T形接头搅拌摩擦焊286
8.7.1 T形接头的结构形式286
8.7.2 T形接头搅拌摩擦焊的焊接过程286
8.7.3 T形接头搅拌摩擦焊焊接工艺287
8.7.4 T形接头搅拌摩擦焊焊缝金属的流动性288
8.7.5 T形接头搅拌摩擦焊焊缝组织特征290
8.7.6 T形接头搅拌摩擦焊焊缝显微硬度及力学性能290
8.7.7 T形接头搅拌摩擦焊焊接缺陷292
8.8 搅拌摩擦点焊293
8.8.1 搅拌摩擦点焊的基本原理293
8.8.2 搅拌摩擦点焊的主要形式293
8.8.3 搅拌摩擦点焊的优点297
8.8.4 搅拌摩擦点焊的工艺297
8.8.5 搅拌摩擦点焊金属的塑性流动298
8.8.6 搅拌摩擦点焊的接头组织300
8.8.7 搅拌摩擦点焊焊点的硬度分布301
8.8.8 搅拌摩擦点焊的应用302
参考文献3042100433B
船舶制造行业中平直厚板对接焊接时主要采用单面多丝埋弧焊、双面埋弧焊。其中,单面多丝埋弧焊一般采用单面Y型坡口,并在接头背面贴衬垫(或者辅助焊剂),正面采用双丝、三丝埋弧焊,焊接一道即可完成整个坡口的焊接,正反面都能成型。对于厚板焊接,采用单面多丝埋弧焊焊接效率高,一次焊接即可完成整个接头的焊接,但焊接热输入量大,接头的力学性能较低,同时对钢板、焊材、设备的要求高,2016年前中国国内正是因为钢板的制造工艺水平有限、焊材性能不高、设备能够一次焊接的厚度有限,导致较多厚板及性能要求较高的钢板焊接完成后不能满足行业规范要求。双面埋弧焊一般采用双面X型坡口,正面采用单丝多道埋弧焊,然后进行翻身后对另一面根部进行缺陷清理,再进行单丝多道埋弧焊,从而完成接头根部的完好焊接;双面埋弧焊可焊接钢板厚度范围较广,但对厚板焊接存在以下不足:(1)双面埋弧焊接需要对板件时翻身作业,严重依赖翻身起重设备;(2)双面埋弧焊在厚板焊接时,焊接的层数较多,不但焊接效率低还容易出现焊接变形、夹渣等质量缺陷;(3)背面根部的缺陷必须进行处理,否则容易造成未熔合及夹渣等缺陷,同时增加了工作量。
《一种厚板单面焊接方法》的实施例提供的焊接方法包括以下步骤:
S100、在两块钢板1的对接处开设单面“Y”型坡口,所述“Y”型坡口包括依次设置的第一坡口2和第二坡口3,所述第一坡口2靠近所述“Y”型坡口的正面,所述第二坡口3靠近所述“Y”型坡口的背面,所述第一坡口2的坡口角度大于所述第二坡口3的坡口角度;
S200、在所述单面“Y”型坡口的背面铺设焊剂后,采用多丝埋弧焊在所述单面“Y”型坡口处进行打底焊接;
S300、打底焊接成型后,采用埋弧焊进行填充盖面层。
于该实施例中,术语“Y”型坡口的正面是指“Y”型坡口背离铜衬垫的一面,术语“Y”型坡口的背面是指“Y”型坡口靠近铜衬垫的一面。
该实施例的焊接方法适用于30~45毫米厚的钢板,钢板的材质不受限制。
对于30~45毫米厚的钢板,该实施例通过在两块钢板1的对接处开设单面“Y”型坡口,该“Y”型坡口包括依次设置的第一坡口2和第二坡口3,第一坡口2靠近“Y”型坡口的正面,第二坡口3靠近“Y”型坡口的背面,第一坡口2的坡口角度大于第二坡口3的坡口角度,可以降低打底焊道的深宽比,减少打底焊接时的裂纹产生,坡口角度相对较小的第二坡口3设置在靠近“Y”型坡口的背面,可以减少打底焊的填充量;铺设焊剂后采用多丝埋弧焊打底焊接,然后采用埋弧焊进行填充盖面层,整个焊接过程为单面焊接、双面成型,减少了钢板1在焊接过程中的翻身作业,不依赖翻身起重设备,减少焊接过程中的配合时间,焊接速度快,焊接质量高。
如图1所示,所述第一坡口2的坡口角度a为100~150°,所述第二坡口3的坡口角度b为42~48°,可以减少焊接的层数,同时保证两个钢板1的对接稳定性。
该实施例中,所述第二坡口3的深度h为25~32毫米;钝边高g为5~7毫米;所述钝边之间的间隙n为0~1毫米。通过对第二坡口3的深度h、钝边高g以及钝边之间的间隙n三个参数进行优化,可以保证靠近打底焊接时能够焊透,同时防止根部烧穿。
该实施例中,所述多丝埋弧焊采用的埋弧焊焊丝的直径为4.8~6.4毫米,焊接电流为1100~1450安,电弧电压为33~48伏,焊接速率为460~470毫米/分钟。按照该参数进行打底焊道4的焊接,可以将多丝埋弧焊的热输入量控制在一定范围内,从而降低了对于设备、材料的选择要求,钢板接头力学性能也能达到要求。
对于不同设置位置的埋弧焊焊丝,其焊接时所需要的焊接电流、电弧电压均不一样。优选地,所述多丝埋弧焊采用三根埋弧焊焊丝,分别为直径4.8~5毫米的第一埋弧焊焊丝、直径4.8~5毫米的第二埋弧焊焊丝和直径6.3~6.5毫米的第三埋弧焊焊丝,采用所述第一埋弧焊焊丝焊接时的电流为1300~1450安,电弧电压为33~36伏;采用所述第二埋弧焊焊丝焊接时的电流为1100~1250安,电弧电压为41~44伏;采用所述第三埋弧焊焊丝焊接时的电流为1200~1250安,电弧电压为45~48伏。上述打底焊的焊接参数是针对厚30~45毫米的钢板而设定的特定的参数,根据该焊接参数可以使打底焊道4一次完成,不会留下焊疤、焊瘤等,节省了打磨处理时间,提高了焊接效率。
作为该发明优选的实施方式,所述步骤S300具体包括以下步骤:
S300a、打底焊接成型后,采用单丝埋弧焊或者双丝埋弧焊沿打底焊道表面的中心进行首道盖面层5的填充;
S300b、所述首道盖面层5填充完成后,采用单丝埋弧焊或者双丝埋弧焊在所述首道盖面层5的表面上进行剩余盖面层6的填充。
该实施例的盖面层的填充焊接按上述步骤分两次进行,首道盖面层5采用单丝埋弧焊或者双丝埋弧焊进行填充,剩余盖面层6采用单丝埋弧焊或者双丝埋弧焊进行填充,可以提高焊接质量和焊接效率。
其中,所述单丝埋弧焊采用的埋弧焊焊丝为直径4.9~5.1毫米的第四埋弧焊焊丝,焊接电流为700~800安,电弧电压为32~36伏,焊接速率为20~26米/小时。该实施例中的单丝埋弧焊焊接参数依据钢板1的厚度和第二坡口3开设的角度而设定,按照该焊接参数可有效填充第一盖面层5和/或剩余盖面层6。
其中,所述双丝埋弧焊采用的埋弧焊焊丝为直径相同的第五埋弧焊焊丝和第六埋弧焊焊丝,焊接速度均为28~30米/小时,所述第五埋弧焊焊丝的焊接电流为800~1000安,电弧电压为38~43伏;所述第六埋弧焊焊丝的焊接电流为650~780安,电弧电压为38~45伏。该双丝埋弧焊焊接参数依据钢板1的厚度和第一坡口2开设的角度而设定,按照该焊接参数可有效填充第一盖面层5和/或剩余盖面层6。
步骤S200中所述铺设焊剂的具体步骤为:提供铜衬垫,采用焊剂自动铺设小车在所述铜衬垫上铺设焊剂,然后将钢板移至所述铜衬垫的上方,通过所述铜衬垫上的电磁铁将所述钢板与所述铜衬垫吸合,焊剂位于铜衬垫与钢板1之间。于该实施例中,焊剂的宽度中心正对“Y”型坡口11的间隙中心。
优选地,所述焊剂的厚度为4~6毫米,宽度为100~120毫米。通过设置合适的宽度、厚度的焊剂于铜衬垫与钢板1之间,可以保证焊接后的焊道的美观。
下面以厚40毫米的两块钢板的对接焊为例,来进一步说明该发明的技术方案。
1、开设坡口
两块钢板1的对接处的坡口如图1所示,坡口的具体尺寸参见表1。
| 板厚/毫米 |
第一坡口角度a/° |
第二坡口角度b/° |
第二坡口深度小时/毫米 |
钝边g/毫米 |
间隙n/毫米 |
| 40 |
120 |
45 |
32 |
6 |
0.5 |
2、铺设焊剂
将铜衬垫清理干净后,利用焊剂自动铺设小车铺设底面焊剂(NSH-1RM),底面剂铺设厚度约为5毫米,宽度约为100~120毫米。将焊接板材移到FCB工位,上升铜衬垫,将焊缝与铺设衬垫方向对齐到平行位置。
将电磁铁通电,使电磁铁与板材反面吸合,并开启压缩空气将空气软管通气,压力为0.1~0.12兆帕(相当于1~1.2千克/平方厘米)。在空气软管冲气完毕后,用钢管从钢板表面沿焊接线进行锤击,使底层焊剂与板材底面均匀地接触。
3、多丝埋弧焊打底焊接
采用多丝埋弧焊进行打底焊接,焊接参数按照表2所示进行。
| 板厚/毫米 |
焊丝 |
焊丝直径/毫米 |
焊接电流/安 |
电弧电压/伏 |
焊接速度/分钟/分钟 |
| 40 |
第一 |
4.8 |
1300-1450 |
33-36 |
460-470 |
| 第二 |
4.8 |
1100-1250 |
41-44 |
||
| 第三 |
6.4 |
1200-1250 |
45-48 |
按照以上焊接参数焊接完成后,打底焊道成型见图2所示。
4、埋弧焊填充盖面焊接
完成打底焊接后,采用单丝埋弧焊或者双丝埋弧焊进行填充盖面层。填充盖面焊时,首道盖面层5沿着打底焊道4表面的中心进行焊接,成型后的首道盖面层5见图3所示,完成后再进行剩余盖面层6的填充。焊接参数按照表3或表4所示选用单丝埋弧焊焊接参数或双丝埋弧焊焊接参数进行焊接。剩余盖面层6填充完成后,参见图4所示。
| 焊丝 |
焊丝直径/毫米 |
焊接电流/安 |
电孤电压/伏 |
焊接速度/米/小时 |
| 第四埋弧 焊焊丝 |
5.0 |
700-800 |
32-36 |
20-26 |
| 焊丝 |
焊丝直径/毫米 |
焊接电流/安 |
电孤电压/伏 |
焊接速度/米/小时 |
| 第五埋弧焊焊丝 |
4 |
800-1000 |
38-43 |
28-30 |
| 第六埋弧焊焊丝 |
4 |
650-780 |
38-45 |
|
该发明提高了单面多丝埋弧焊法焊接在厚板拼接时的应用范围及利用率,并将多丝埋弧焊的热输入量限制在一定范围以内,从而降低了对于设备、材料的选择要求,接头力学性能也能达到要求。
该发明对比双面埋弧焊有以下优点:(1)该发明焊接方法全过程为单面焊接双面成型,对比双面埋弧焊减少了焊接过程中的板件翻身作业,不依赖翻身起重设备,减少焊接过程中的配合时间;(2)双面埋弧焊需将拼板件进行翻身后对另一面根部进行气刨和打磨缺陷清理后才能进行后续焊接,该发明减少了焊接过程中的气刨和打磨作业;(3)该发明基于单面多丝埋弧焊的高效,对比双面埋弧焊,焊接的层数较大幅减少,焊接速度快。
采用该发明的方法应用于焊接,对于长72米的同一个分段拼板焊接(4条焊缝),焊接时间由原有的8天缩短为现在的4天,整体效率可以提高50%。