带退刀槽的螺柱文献

 DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
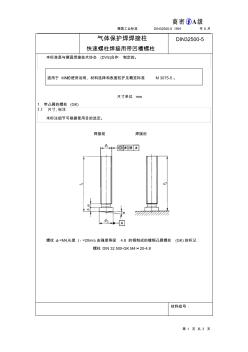
德国工业标准 DIN32500-5 1991 年 6月 第 1 页 共 3 页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 DIN32500-5 本标准是与德国焊接技术协会 (DVS)合作 制定的。 适用于 MN的使用说明、材料选择和表面防护见概览标准 M 3075-5 。 尺寸单位 mm 1 带凸肩的螺柱 (GK) 1.1 尺寸 ,标注 未标注细节可根据使用目的选定。 焊接前 焊接后 螺纹 d1=M4,长度 l 1 =20mm,由强度等级 4.8 的钢制成的镀铜凸肩螺柱 (GK)的标记: 螺柱 DIN 32 500-GK M4×20-4.8 材料组号: 德国工业标准 DIN32500-5 1991 年
 自攻螺丝的螺柱设计
自攻螺丝的螺柱设计
自攻螺丝的螺柱设计
湘潭大学函授(业余)毕 业论文 题目:自攻螺丝使用以及相关螺柱设计 院系:专业: 学号:姓名: 指导教师:完成同期: 湘 潭 大 学 毕业论文(设计)任务书 论文(设计)题目: 学号:姓名:专业: 指导教师: 系主任: 一、主要内容及基本要求 二、重点研究的问题 三、进度安排 序号 各阶段完成的内容 完成时间 1 2 3 4 5 6 7 8 四、应收集的资料及主要参考文献 文献综述 自攻螺钉可省去攻丝工序 ,直接在已钻孔的工件上紧固。而自钻自攻螺钉又进一 步发展 ,在自攻螺钉杆部前端增加钻头部分 ,是一种集钻孔、攻丝、紧固为一体的 新颖紧固件。它是标准紧固件行业 90年代推广应用的新产品。因其连接可靠, 省工省时 ,已被广泛应用于建筑 (彩色钢板、轻钢龙骨、塑钢门窗安装 )、汽车、 家电、装满、造船等行业。自钻自攻螺钉于 70年代末在国外闻世。我国 80年代 后期进口了生产