锻压
锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。
-

选择特殊符号
选择搜索类型
请输入搜索
锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。
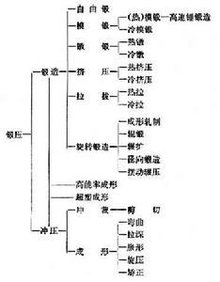
锻压主要按成形方式和变形温度进行分类。按成形方式锻压可分为锻造和冲压两大类;按变形温度锻压可分为热锻压、冷锻压、温锻压和等温锻压等。
是在金属再结晶温度以上进行的锻压。提高温度能改善金属的塑性,有利于提高工件的内在质量,使之不易开裂。高温度还能减小金属的变形抗力,降低所需锻压机械的吨位。但热锻压工序多,工件精度差,表面不光洁,锻件容易产生氧化、脱碳和烧损。当加工工件大、厚,材料强度高、塑性低时(如特厚板的滚弯、高碳钢棒的拔长等),都采用热锻压。当金属(如铅、锡、锌、铜、铝等)有足够的塑性和变形量不大(如在大多数冲压加工中)时,或变形总量大而所用的锻压工艺(如挤压、径向锻造等)有利于金属的塑性变形时,常不采用热锻压,而改用冷锻压。为使一次加热完成尽量多的锻压工作量,热锻压的始锻温度与终锻温度间的温度区间应尽可能大。但始锻温度过高会引起金属晶粒生长过大而形成过热现象,会降低锻压件质量。温度接近金属熔点时则会发生晶间低熔点物质熔化和晶间氧化,形成过烧。过烧的坯料在锻压时往往碎裂。一般采用的热锻压温度为:碳素钢800~1250℃;合金结构钢850~1150℃;高速钢900~1100℃;常用的铝合金 380~500℃;钛合金850~1000℃;黄铜700~900℃。
是在低于金属再结晶温度下进行的锻压,通常所说的冷锻压多专指在常温下的锻压,而将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。温锻压的精度较高,表面较光洁而变形抗力不大。
在常温下冷锻压成形的工件,其形状和尺寸精度高,表面光洁,加工工序少,便于自动化生产。许多冷锻、冷冲压件可以直接用作零件或制品,而不再需要切削加工。但冷锻时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位的锻压机械。
将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。将金属预先加热,加热温度较热锻压低许多。温锻压的精度较高,表面较光洁而变形抗力不大。
是在整个成形过程中坯料温度保持恒定值。等温锻压是为了充分利用某些金属在等一温度下所具有的高塑性,或是为了获得特定的组织和性能。等温锻压需要将模具和坯料一起保持恒温,所需费用较高,仅用于特殊的锻压工艺,如超塑成形。
锻压的特点是:
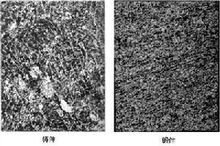
锻压可以改变金属组织,提高金属性能。铸锭经过热锻压后,原来的铸态疏松、孔隙、微裂等被压实或焊合;原来的枝状结晶被打碎,使晶粒变细;同时改变原来的碳化物偏析和不均匀分布,使组织均匀,从而获得内部密实、均匀、细微、综合性能好、使用可靠的锻件。锻件经热锻变形后,金属是纤维组织;经冷锻变形后,金属晶体呈有序性。
锻压是使金属进行塑性流动而制成所需形状的工件。金属受外力产生塑性流动后体积不变,而且金属总是向阻力最小的部分流动。生产中,常根据这些规律控制工件形状,实现镦粗拔长、扩孔、弯曲、拉深等变形。
锻压出的工件尺寸精确、有利于组织批量生产。模锻、挤压、冲压等应用模具成形的尺寸精确、稳定。可采用高效锻压机械和自动锻压生产线,组织专业化大批量或大量生产。
锻压的生产过程包括成形前的锻坯下料、锻坯加热和预处理;成形后工件的热处理、清理、校正和检验。常用的锻压机械有锻锤、液压机和机械压力机。锻锤具有较大的冲击速度,利于金属塑性流动,但会产生震动;液压机用静力锻造,有利于锻透金属和改善组织,工作平稳,但生产率低;机械压力机行程固定,易于实现机械化和自动化。 未来锻压工艺将向提高锻压件的内在质量、发展精密锻造和精密冲压技术、研制生产率和自动化程度更高的锻压设备和锻压生产线、发展柔性锻压成形系统、发展新型锻压材料和锻压加工方法等方面发展。
提高锻压件的内在质量,主要是提高它们的机械性能(强度、塑性、韧性、疲劳强度)和可靠度。这需要更好地应用金属塑性变形理论;应用内在质量更好的材料;正确进行锻前加热和锻造热处理;更严格和更广泛地对锻压件进行无损探伤。
少、无切削加工是机械工业提高材料利用率、提高劳动生产率和降低能源消耗的最重要的措施和方向。锻坯少、无氧化加热,以及高硬、耐磨、长寿模具材料和表面处理方法的发展,将有利于精密锻造、精密冲压的扩大应用。

在锻造加工中,坯料整体发生明显的塑性变形,有较大量的塑性流动;在冲压加工中,坯料主要通过改变各部位面积的空间位置而成形,其内部不出现较大距离的塑性流动。锻压主要用于加工金属制件,也可用于加工某些非金属,如工程塑料、橡胶、陶瓷坯、砖坯以及复合材料的成形等。
锻压和冶金工业中的轧制、拔制等都属于塑性加工,或称压力加工,但锻压主要用于生产金属制件,而轧制、拔制等主要用于生产板材、带材、管材、型材和线材等通用性金属材料。锻压是锻造和冲压的合称,有如工业和贸易,也称工贸。

锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法.在锻造加工中,坯料整体发生明显的塑性变形,有较大量的塑性...
加热的炉子 热处理设备 油压机 锯床 模锻的模具比较简单 可以考虑自己做 后续的还可以考虑机加工
脚手架扣件分为铸铁扣件、冲压扣件和锻压扣件,铸铁扣件是最差的,冲压扣件相对较好,但最好的锻压的扣件,不易生锈、损坏,更紧固、更耐用。有很多家,主要集中在河北、山东、天津等地,其中比较有规模的比如元拓、...
人类在新石器时代末期,已开始以锤击天然红铜来制造装饰品和小用品。中国约在公元前2000多年已应用冷锻工艺制造工具,如甘肃武威皇娘娘台齐家文化遗址出土的红铜器物,就有明显的锤击痕迹。商代中期用陨铁制造武器,采用了加热锻造工艺。春秋后期出现的块炼熟铁,就是经过反复加热锻造以挤出氧化物夹杂并成形的。
最初,人们靠抡锤进行锻造,后来出现通过人拉绳索和滑车来提起重锤再自由落下的方法锻打坯料。14世纪以后出现了畜力和水力落锤锻造。
1842年,英国的内史密斯制成第一台蒸汽锤,使锻造进入应用动力的时代。以后陆续出现锻造水压机、电机驱动的夹板锤、空气锻锤和机械压力机。夹板锤最早应用于美国内战(1861~1865)期间,用以模锻武器的零件,随后在欧洲出现了蒸汽模锻锤,模锻工艺逐渐推广。到19世纪末已形成近代锻压机械的基本门类。
20世纪初期,随着汽车开始大量生产,热模锻迅速发展,成为锻造的主要工艺。20世纪中期,热模锻压力机、平锻机和无砧锻锤逐渐取代了普通锻锤,提高了生产率,减小了振动和噪声。随着锻坯少无氧化加热技术、高精度和高寿命模具、热挤压,成形轧制等新锻造工艺和锻造操作机、机械手以及自动锻造生产线的发展,锻造生产的效率和经济效果不断提高。
冷锻的出现先于热锻。早期的红铜、金、银薄片和硬币都是冷锻的。冷锻在机械制造中的应用到20世纪方得到推广,冷镦、冷挤压、径向锻造、摆动辗压等相继发展,逐渐形成能生产不需切削加工的精密制件的高效锻造工艺。
早期的冲压只利用铲、剪、冲头、手锤、砧座等简单工具,通过手工剪切、冲孔、铲凿、敲击使金属板材(主要是铜或铜合金板等)成形,从而制造锣、铙、钹等乐器和罐类器具。随着中、厚板材产量的增长和冲压液压机和机械压力机的发展,冲压加工也在19世纪中期开始机械化。
1905年美国开始生产成卷的热连轧窄带钢,1926年开始生产宽带钢,以后又出现冷连轧带钢。同时,板、带材产量增加,质量提高,成本降低。结合船舶、铁路车辆、锅炉、容器、汽车、制罐等生产的发展,冲压已成为应用最广泛的成形工艺之一。
锻压工艺的发展趋势是:
①提高锻压件的内在质量,主要是提高它们的机械性能(强度、塑性、韧性、疲劳强度)和可靠度。这需要更好地应用金属塑性变形的理论;应用内在质量更好的材料,如真空处理钢和真空冶炼钢;正确进行锻前加热和锻造热处理;更严格和更广泛地对锻压件进行无损探伤(见无损检测)。
②进一步发展精密锻造和精密冲压技术。少无切削加工是机械工业提高材料利用率、提高劳动生产率和降低能源消耗的最重要的措施和方向。锻坯少无氧化加热,以及高硬、耐磨、长寿模具材料和表面处理方法的发展将有利于精密锻造、精密冲压的扩大应用。
③研制生产率和自动化程度更高的锻压设备和锻压生产线。在专业化生产下,大幅度地提高劳动生产率和降低锻压成本。
④发展柔性锻压成形系统(应用成组技术、快速换模等),使多品种、小批量的锻压生产能利用高效率和高自动化的锻压设备或生产线,使其生产率和经济性接近于大批量生产的水平。
⑤发展新型材料,如粉末冶金材料(特别是双层金属粉)、液态金属、纤维增强塑料和其他复合材料的锻压加工方法,发展超塑性成形、高能率成形、内高压成形等技术。

 锻压机械在汽车工业中的应用
锻压机械在汽车工业中的应用
锻压机械在汽车工业中的应用
现阶段我国的科学技术有了很大程度的进步,一些先进的技术在生产中得到了广泛应用并发挥了重要作用。新世纪的发展使得我国的汽车工业迈向了新的局面,在汽车工业发展中的锻压机械的应用为其发展起到了重要推动作用,基于此,本文则主要就锻压机械工艺的相关理论进行详细分析,并就其在汽车工业中的实际应用加以详细分析,希望通过此次理论研究对实际操作起到一定指导作用。
 欢迎订阅《锻压技术》杂志(双月刊)
欢迎订阅《锻压技术》杂志(双月刊)
欢迎订阅《锻压技术》杂志(双月刊)
维普资讯 http://www.cqvip.com
锻压主要按成形方式和变形温度进行分类。按成形方式锻压可分为锻造和冲压两大类;按变形温度锻压可分为热锻压、冷锻压、温锻压和等温锻压等。
热锻压是在金属再结晶温度以上进行的锻压。提高温度能改善金属的塑性,有利于提高工件的内在质量,使之不易开裂。高温度还能减小金属的变形抗力,降低所需锻压机械的吨位。但热锻压工序多,工件精度差,表面不光洁,锻件容易产生氧化、脱碳和烧损。
冷锻压是在低于金属再结晶温度下进行的锻压,通常所说的冷锻压多专指在常温下的锻压,而将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。温锻压的精度较高,表面较光洁而变形抗力不大。 在常温下冷锻压成形的工件,其形状和尺寸精度高,表面光洁,加工工序少,便于自动化生产。许多冷锻、冷冲压件可以直接用作零件或制品,而不再需要切削加工。但冷锻时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位的锻压机械。
等温锻压是在整个成形过程中坯料温度保持恒定值。等温锻压是为了充分利用某些金属在等一温度下所具有的高塑性,或是为了获得特定的组织和性能。等温锻压需要将模具和坯料一起保持恒温,所需费用较高,仅用于特殊的锻压工艺,如超塑成形。
锻压可以改变金属组织,提高金属性能。铸锭经过热锻压后,原来的铸态疏松、孔隙、微裂等被压实或焊合;原来的枝状结晶被打碎,使晶粒变细;同时改变原来的碳化物偏析和不均匀分布,使组织均匀,从而获得内部密实、均匀、细微、综合性能好、使用可靠的锻件。锻件经热锻变形后,金属是纤维组织;经冷锻变形后,金属晶体呈有序性。
锻压是使金属进行塑性流动而制成所需形状的工件。金属受外力产生塑性流动后体积不变,而且金属总是向阻力最小的部分流动。生产中,常根据这些规律控制工件形状,实现镦粗拔长、扩孔、弯曲、拉深等变形。
锻压出的工件尺寸精确、有利于组织批量生产。模锻、挤压、冲压等应用模具成形的尺寸精确、稳定。可采用高效锻压机械和自动锻压生产线,组织专业化大批量或大量生产。
未来锻压工艺将向提高锻压件的内在质量、发展精密锻造和精密冲压技术、研制生产率和自动化程度更高的锻压设备和锻压生产线、发展柔性锻压成形系统、发展新型锻压材料和锻压加工方法等方面发展。
提高锻压件的内在质量,主要是提高它们的机械性能(强度、塑性、韧性、疲劳强度)和可靠度。这需要更好地应用金属塑性变形理论;应用内在质量更好的材料;正确进行锻前加热和锻造热处理;更严格和更广泛地对锻压件进行无损探伤。
少、无切削加工是机械工业提高材料利用率、提高劳动生产率和降低能源消耗的最重要的措施和方向。锻坯少、无氧化加热,以及高硬、耐磨、长寿模具材料和表面处理方法的发展,将有利于精密锻造、精密冲压的扩大应用。