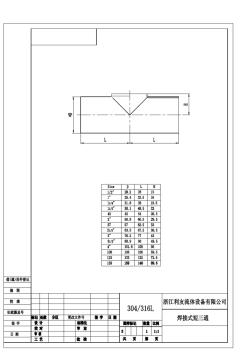
对焊三通
对焊三通是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将三通与钢管对焊,对焊三通的主要制造标准一般是GB/T12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。
-

选择特殊符号
选择搜索类型
请输入搜索
对焊三通是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将三通与钢管对焊,对焊三通的主要制造标准一般是GB/T12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。
冷拔三通就是一段主管加上一个小的分支管,显然,两个大的尺寸是主管,中间接出来的小尺寸就是支管. 在纯氧管线中,一般是有压力的,这时氧的活性更大;如使用冷拔三通,只要管内杂物在随氧气流移动时,因管径变化,流速产生变化可能引起杂物与管子的碰撞产用火源或者因流速变化产用的静电放电,都可能引起纯氧管的着火。
冷拔三通管件加工方法是:在管道要加工冷拔三通处上作标记,并将标记处打穿。
冷拔三通管件的专用设备:在管道上安置顶出装置,其装置包括金属、顶压器、换向器、支架等;将金属棒加热,利用千斤顶及金属棒向外顶出时,管壁材料自然向外翻出形成的冷拔三通毛坯;然后将一定长度相应规格的管段焊接在顶出形成的冷拔三通毛坯上,生产出最终产品。
对焊式两个管件内外径一致(或大体一致),焊缝是对接焊缝。 承插焊则是一个管件插入另一个管件中,焊缝是角焊缝。 承插三通通常用于直管直径较大,分支较小的三通条件下。 希望我的回答对你有所帮助!
是的呢, 制作工艺不同。 碳钢无缝等径三通是压制而的,质量有保证。 焊接三通是现场制作的。
在DN300上焊接一DN200.在DN200上放样手工做插头,图如下,望采纳

 三通焊接工艺规范
三通焊接工艺规范
三通焊接工艺规范
第 1 页 共 7 页 竭诚为您提供优质文档 /双击可除 三通焊接工艺规范 篇一:焊制三通加工工艺规程 篇二:焊制三通加工工艺规程 20xx 焊制三通加工工艺规程 4.2 坡口加工 页数 共 3页第 3 页 4.2.1 在支管上加工坡口,采用火焰、等离子或机械切 削法; 4.2.2 在主管上加工坡口时:当支管直径≤ 48mm,采用 摇臂式钻床钻头( φ60)转头倒削,倒削深度为孔高点壁厚 减去 2mm;当支管直径> 48mm时,采用火焰加工坡口。 4.2.3 切割后应用砂轮机修磨坡口,以去除碳化层并提 高坡口形状精度、而对淬硬性很强的钢材(如 0cr5mo 等), 则应采用机械方法加工坡口。 4.3 焊接 4.3.1 焊接方法与焊接操作 焊制三通的接头焊接应采取单面焊双面成型或双面焊 法。安放式三通,焊接时焊枪以指向厚壁管为主,严格控制 第 2 页 共 7 页 焊接线能量,防止焊接变形。