选择特殊符号
选择搜索类型
请输入搜索
第2版前言
第1版前言
第1章 焊接机理及焊接材料
第2章 电子产品手工焊接、拆焊、装配工具及相关设备
第3章 焊接技术与焊接工艺
第4章 导线、端子及印制电路板元器件的插装、焊接及拆焊方法
第5章 焊接质量检验及缺陷分析
第6章 焊接操作的安全卫生与安全措施
第7章 常见电子元器件介绍
第8章 电子装连技术
第9章 电子产品整机装配工艺
第10章 常用仪器仪表介绍
第11章 焊接实例:HX108-2型超外差式收音机的焊接、调试及收音
详细介绍了焊接技术与焊接工艺,导线、端子及印制电路板的焊接、拆焊方法,焊接质量检验及缺陷分析,常用电子元器件,电子装连技术,电子产品整机装配工艺以及常用的仪器仪表使用方法,并以收音机焊接为例详细介绍了焊接及装配过程。
本书是电子爱好者必备的参考资料,同时也可以作为相关专业大中专院校师生实习实训的参考用书。
易损元器件是指在安装焊接过程中,受热或接触电烙铁时容易造成损坏的元器件。例如,有机铸塑元器件、MOS集成电路等。易损元器件在焊接前要认真作好表面清洁、镀锡等准备工作,焊接时切忌长时间反复烫焊,烙铁头及...
手工焊接是传统的焊接方法,虽然批量电子产品生产已较少采用手工焊接了,但对电子产品的维修、调试中不可避免地还会用到手工焊接。焊接质量的好坏也直接影响到维修效果。手工焊接是一项实践性很强的技能,在了解一般...
我不是学霸,但是作为上海瑞舒电子的员工,这些都是必知的知识!下面就俩说说电子元器件大全是什么吧!电子元器件大全,基本上是包括:电阻、电感、二三极管、电容、保险丝、电压器、晶振等这些最常见的!你可以去找...
本书从基本的焊接知识、焊接机理及焊接材料开始,介绍了电子产品手工焊接工具、拆焊工具及相关设备,详细介绍了焊接技术与焊接工艺,导线、端子及印制电路板的焊接、拆焊方法,焊接质量检验及缺陷分析,常用电子元器件,电子装连技术,电子产品整机装配工艺以及常用的仪器仪表使用方法,并以收音机焊接为例详细介绍了焊接及装配过程。 本书是电子爱好者必备的参考资料,同时也可以作为相关专业大中专院校师生实习实训的参考用书。
第2版前言
第1版前言
第1章焊接机理及焊接材料
1.1钎焊及其特点
1.2焊接机理
1.2.1钎料的润湿作用
1.2.2表面张力
1.2.3毛细管现象
1.2.4扩散
1.2.5焊接界面结合层
1.3锡铅钎料介绍
1.3.1软钎料
1.3.2硬钎料
1.3.3钎料的编号
1.4钎剂
1.4.1钎剂的功能
1.4.2钎剂的要求
1.4.3钎剂的分类
1.4.4钎剂的选用
1.5焊锡膏
1.5.1焊锡膏的组成
1.5.2焊锡膏使用的注意事项
1.6阻钎剂
第2章电子产品手工焊接、拆焊、装配工具及相关设备
2.1手工焊接工具
2.1.1电烙铁
2.1.2烙铁头
2.1.3电烙铁使用注意事项、维修及选用
2.1.4烙铁架
2.2拆焊工具
2.2.1手动吸锡器
2.2.2吸锡球
2.2.3吸锡带
2.2.4热风枪
2.3焊接检验用的仪器与工具
2.3.1润湿性测量器
2.3.2放大镜
2.3.3显微镜
2.4引线切断打弯工具
2.4.1剥线钳
2.4.2尖嘴钳
2.4.3斜嘴钳
2.4.4平嘴钳
2.4.5镊子
2.5紧固工具
2.5.1螺钉旋具
2.5.2螺母旋具
2.5.3扳手
2.6其他相关工具
2.6.1热熔胶枪
2.6.2焊锡锅
2.6.3防静电手环
2.6.4吸烟仪
2.6.5绝缘小板
第3章焊接技术与焊接工艺
3.1焊接预备知识
3.1.1钎焊简介
3.1.2钎料的选择
3.1.3电烙铁及烙铁头的选择
3.2手工焊接基本操作方法
3.2.1电烙铁的握法
3.2.2焊锡丝的拿法
3.2.3电烙铁加热焊件的方法
3.2.4焊锡熔化的方法
3.2.5移开电烙铁的方法
3.2.6焊接姿势
3.2.7焊接步骤
3.3焊接前的准备工作
3.3.1焊接工具及辅助工具的准备
3.3.2焊接之前的清洁工作
3.3.3元器件镀锡
3.3.4元器件引线成形
3.3.5元器件的插装
3.3.6安全准备
3.4焊接过程中的注意事项
3.4.1电烙铁使用时的注意事项
3.4.2烙铁头的修整
3.4.3电烙铁的保养
3.4.4焊接操作的基本要领
3.4.5焊接之后的处理
3.5焊点
3.5.1焊点形成的必要条件
3.5.2焊点的质量要求
3.5.3合格焊点
3.5.4不合格焊点
3.5.5焊点不良的修补
3.5.6避免不合格焊点的操作方法
3.6焊接顺序
3.7松香钎剂的使用
3.8不能进行焊接的原因
3.9焊接过程中的注意事项
3.10拆焊技术
3.10.1拆焊原则
3.10.2拆焊工具
3.10.3拆焊插件方法
3.10.4拆焊注意事项
第4章导线、端子及印制电路板元器件的插装、焊接及拆焊方法
4.1导线的焊接方法及技巧
4.1.1导线的种类
4.1.2剥取导线绝缘覆皮的方法
4.1.3线端加工
4.1.4导线的焊接方法
4.1.5导线与导线的焊接方法
4.1.6导线与接线柱、端子的焊接方法
4.1.7尖嘴钳在导线绕接和钩接中的使用方法
4.1.8热缩管的使用和绝缘胶布的使用
4.1.9检查和整理
4.1.10把线的制作方法
4.2检查和整理
4.3印制电路板元器件引线成形及元器件插装
4.3.1印制电路板上元器件引线成形
4.3.2印制电路板上元器件的插装
4.4印制电路板的焊接
4.4.1印制电路板焊接时电烙铁的选择
4.4.2印制电路板上着烙铁的方法
4.4.3印制电路板上元器件的焊接
4.4.4贴片元器件的焊接方法
4.4.5集成电路的焊接
4.4.6塑封元器件的焊接
4.4.7簧片类元器件的焊接
4.4.8瓷片电容、发光二极管、中周等元器件的焊接
4.4.9微型元器件的焊接方法
4.4.10拆焊
第5章焊接质量检验及缺陷分析
5.1焊接检验
5.1.1焊接缺陷
5.1.2焊接的外观检验
5.1.3外观检验的判断标准
5.1.4焊接的电性能检验
5.2接线柱布线的焊接缺陷
5.2.1与环境有关的焊接缺陷
5.2.2容易产生电气故障的焊接缺陷
5.3印制电路板的焊接缺陷
5.3.1与环境条件有关的焊接缺陷
5.3.2容易产生电气故障的焊接缺陷
5.3.3其他缺陷
5.4焊接缺陷的排除
5.4.1制造过程中焊接缺陷的分类
5.4.2排除焊接缺陷的措施
第6章焊接操作的安全卫生与安全措施
6.1用电安全
6.1.1触电对人体的危害
6.1.2用电安全知识
6.2焊接的安全卫生问题
6.2.1日、美关于焊接操作中对人体危害的研究
6.2.2关于焊接操作的安全卫生的相关限令及行业标准
6.2.3焊接的安全措施
第7章常见电子元器件介绍
7.1电阻、电感和电容
7.1.1固定电阻器
7.1.2电位器
7.1.3电容器
7.1.4电感器
7.1.5变压器
7.2常用电气元器件
7.2.1开关
7.2.2继电器
7.2.3插头和插座
7.3半导体分立器件
7.3.1半导体分立器件的分类及型号命名
7.3.2二极管
7.3.3晶体管
7.3.4场效应晶体管
7.3.5晶闸管
7.4光电元器件
7.4.1光敏电阻器
7.4.2光敏二极管
7.4.3发光二极管
7.5电声元器件
7.5.1扬声器
7.5.2传声器
7.6集成电路
7.6.1集成电路的分类
7.6.2集成电路的封装与引线的识别方法
7.6.3集成电路的命名方法
7.6.4集成电路的质量判别及代用
第8章电子装连技术
8.1电子设备装配的基本要求
8.2螺装
8.2.1螺钉
8.2.2螺钉连接
8.3铆接
8.4粘接
8.5压接
8.6绕接
第9章电子产品整机装配工艺
9.1整机装配过程中的注意事项
9.2整机装配的顺序和原则
9.2.1整机装配的顺序
9.2.2整机装配的原则
9.3整机装配工艺流程
9.3.1装配准备
9.3.2装联过程
9.3.3整机总装
9.4电子产品装配过程中的静电防护
9.4.1静电及静电的产生
9.4.2静电放电
9.4.3静电放电对电子产品的损伤
9.4.4静电防护的目的和原则
9.4.5静电防护的具体措施
第10章常用仪器仪表介绍
10.1MF47型万用表
10.1.1MF47型万用表的特点
10.1.2MF47型万用表的使用方法
10.2数字万用表
10.2.1数字万用表的技术指标
10.2.2数字万用表的使用方法
10.3YB4328/YB4328D型双踪示波器
10.3.1各控件在示波器上的位置及使用时的合适位置
10.3.2电气物理量的示波器测量
10.4AS2173D/AS2173E系列交流毫伏表
10.4.1工作特性
10.4.2使用方法
第11章焊接实例:HX108-2型超外差式收音机的焊接、调试及收音
11.1收音机的技术指标及工作原理
11.1.1技术指标
11.1.2工作原理
11.2HX108-2型收音机各部分电路的作用、构成及工作原理
11.3元器件的作用及检测
11.4焊接
11.4.1焊接工具的准备
11.4.2元器件的分类
11.4.3元器件准备
11.4.4组合件准备
11.4.5找出“特殊元器件”在印制电路板上的位置
11.4.6焊接
11.4.7检查
11.5收音机的调试方法
11.5.1晶体管静态工作点的测量
11.5.2频率调整方法
11.5.3后盖装配
11.6组装调整中易出现的问题
11.7检测修理方法
11.7.1常用检查方法
11.7.2修理方法
参考文献2100433B
手工焊接技术焊接方式主要有三种:立焊,平焊,仰焊。今天小周来具体讲一下立焊的焊接操作。
立焊操作方法有两种:一,由下往上焊接,称为向上立焊。二。由上往下焊接,称为向下立焊。一般在生产应用中由下往上焊接,向上立焊应用最为广泛。
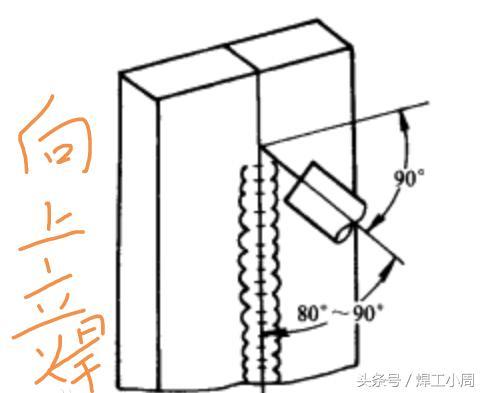
向上立焊
向上立焊的操作方法:
1,焊接时要选用小于4毫米直径的焊条,焊接电流调小一点,具体根据焊件厚度而定,这样熔池体积小,冷却凝固快,可以减少和防止熔化金属下淌。
2,采用短弧焊接,电弧长度要小于焊条直径,这样有利于电弧吹力托住熔池,同时短弧操作也有利于熔滴过渡。
3,施焊时,焊条的工作角度为90度,前倾-10——30度角,即焊条向焊接方向的反方向倾斜,这样电弧吹力对熔池产生向上的推力,从而防止熔化金属下淌。
4,施焊时,为了方便观察熔池情况,焊工身体不要正对焊缝,要略向偏左。
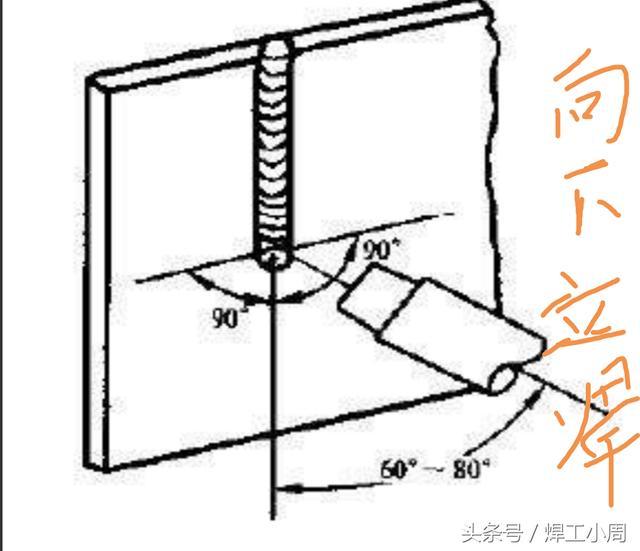
向下立焊
向下立焊的操作方法:
(向下立焊只适用于薄板和不是重要结构的焊接,因为向下立焊比向上立焊更容易造成熔化金属下淌,易夹渣和产生气孔等缺陷。向下立焊的特点是焊接速度快,熔深浅,不易烧穿,焊缝成型美观,操作简单。)
1,焊接电流适中,不宜电流过大,保证熔合良好。
2,施焊时,焊条垂直于焊件表面用直击法引弧,运条时要采用较大焊条前倾角,这个角度大约为30--40度,利用电弧推力托住熔池,防止熔化金属下淌。
3,施焊时,要采用直线形运条法,尽量避免横向摆动。向下立焊焊接最好采用专用的向下立焊专用焊条,以保住焊接后的牢固性。

立焊口诀
熔池尺寸要适当,焊渣铁水要分清。
熄弧铁水要给足,防止背面出缩孔。
运条动作要灵活,接头要听电弧声。
坡口俩侧熔合好,防止缺陷保成型。
今天的手工焊技术立焊要领就分享到这,谢谢阅读。(作者:周 凯)


