二氧化碳气体保护焊机文献

 二氧化碳气体保护焊
二氧化碳气体保护焊
二氧化碳气体保护焊
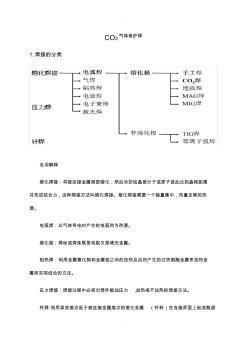
. . CO2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力 ,加热或不加热的焊接方法。 钎焊 :利用某些熔点低于被连接金属熔点的熔化金属 (钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型 材料及设施 适用范围 气相保护 气体 C