输送机械按使用的用途分可以分为:散料输送机械(如:带式输送机\螺旋输送机\斗式提升机\大倾角输送机等)和物流输送机械(如:流水线,流水线设备,输送线,悬挂输送线,升降机,气动升降机,齿条式升降机,剪叉式,升降机,辊道输送机,升降机)。
输送机散料输送机械
(1)带式输送机
带式输送机由驱动装置拉紧装置输送带中部构架和托辊组成输送带作为牵引和承载构件,借以连续输送散碎物料或成件品。
带式输送机是一种摩擦驱动以连续方式运输物料的机械。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。所以带式输送机广泛应用于现代化的各种工业企业中。
在矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中,广泛应用带式输送机。它用于水平运输或倾斜运输。
通用带式输送机由输送带、托辊、滚筒及驱动、制动、张紧、改向、装载、卸载、清扫等装置组成。
①输送带
常用的有橡胶带和塑料带两种。 橡胶带适用于工作环境温度-15~40°C之间。物料温度不超过50°C。向上输送散粒料的倾角12°~24°。对于大倾角输送可用花纹橡胶带。塑料带具有耐油、酸、碱等优点,但对于气候的适应性差,易打滑和老化。带宽是带式输送机的主要技术参数。
②托辊
分单滚筒(胶带对滚筒的包角为210°~230°)、双滚筒(包角达350°)和多滚筒(用于大功率)等。有槽形托辊、平形托辊、调心托辊、缓冲托辊。槽形托辊(由2~5个辊子组成)支承承载分支,用以输送散粒物料;调心托辊用以调整带的横向位置,避免跑偏;缓冲托辊装在受料处,以减小物料对带的冲击。
③滚筒
分驱动滚筒和改向滚筒。驱动滚筒是传递动力的主要部件。
④涨紧装置
其作用是使输送带达到必要的张力,以免在驱动滚筒上打滑,并使输送带在托辊间的挠度保证在规定范围内。
带式优势:首先是它运行可靠。在许多需要连续运行的重要的生产单位,如发电厂煤的输送,钢铁厂和水泥厂散状物料的输送,以及港口内船舶装卸等均采用带式输送机。如在这些场合停机,其损失是巨大的。必要时,带式输送机可以一班接一班地连续工作。
带式输送机动力消耗低。由于物料与输送带几乎无相对移动,不仅使运行阻力小(约为刮板输送机的1/3-1/5),而且对货载的磨损和破碎均小,生产率高。这些均有利于降低生产成本。
带式输送机的输送线路适应性强又灵活。线路长度根据需要而定.短则几米,长可达10km以上。可以安装在小型隧道内,也可以架设在地面交通混乱和危险地区的上空。
根据工艺流程的要求,带式输送机能非常灵活地从一点或多点受料.也可以向多点或几个区段卸料。当同时在几个点向输送带上加料(如选煤厂煤仓下的输送机)或沿带式输送机长度方向上的任一点通过均匀给料设备向输送带给料时,带式输送机就成为一条主要输送干线。
带式输送机可以在贮煤场料堆下面的巷道里取料,需要时,还能把各堆不同的物料进行混合。物料可简单地从输送机头部卸出,也可通过犁式卸料器或移动卸料车在输送带长度方向的任一点卸料。
胶带输送机主要技术参数
| 胶带宽度(mm) |
输送长度(m) 功率(kw) |
输送速度(m/s) |
输送量(t/h) |
|
|
| 500 |
≤12 3 |
20-30 4-5.5 |
20-30 5.5-7.5 |
1.3-1.6 |
78-191 |
| 650 |
≤12 4 |
12-20 5.5 |
20-30 7.5-11 |
1.3-1.6 |
131-323 |
| 800 |
≤6 4 |
6-15 5.5 |
15-30 7.5-15 |
1.3-1.6 |
278-546 |
| 1000 |
≤10 5.5 |
10-20 7.5-11 |
20-40 11-12 |
1.3-2.0 |
435-853 |
| 1200 |
≤10 7.5 |
10-20 11 |
20-40 15-30 |
1.3-2.0 |
655-1284 |
(2)螺旋输送机
螺旋输送机俗称绞龙,适用于颗粒或粉状物料的水平输送,倾斜输送,垂直输送等形式。输送距离根据畸形不同而不同,一般从2米到70米。
输送原理:旋转的螺旋叶片将物料推移而进行螺旋输送机输送。使物料不与螺旋输送机叶片一起旋转的力是物料自身重量和螺旋输送机机壳对物料的摩擦阻力。
结构特点:螺旋输送机旋转轴上焊有螺旋叶片,叶片的面型根据输送物料的不同有实体面型、带式面型、叶片面型等型式。螺旋输送机的螺旋轴在物料运动方向的终端有止推轴承以随物料给螺旋的轴向反力,在机长较长时,应加中间吊挂轴承。
双螺旋输送机就是有两根分别焊有旋转叶片的旋转轴的螺旋输送机。说白了,就是把两个螺旋输送机有机的结合在一起,组成一台螺旋输送机。
螺旋输送机旋转轴的旋向,决定了物料的输送方向,但一般螺旋输送机在设计时都是按照单项输送来设计旋转叶片的。当反向输送时,会大大降低输送机的使用寿命。
(3)斗式提升机
斗式提升机利用均匀固接于无端牵引构件上的一系列料斗,竖向提升物料的连续输送机械。
斗式提升机具有输送量大,提升高度高,运行平稳可靠,寿命长显著优点,其主要性能及参数符合JB3926----85《垂直斗式提升机》(该标准等效参照了国际标准和国外先进标准),牵引圆环链符合MT36----80《矿用高强度圆环链》,本提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的材料(物料温度不超过250 ℃)。一般输送高度最高可达40米。
斗式提升机工作原理:斗式提升机结构简单、运行平稳,掏取式装料,混合式或重力卸料,斗式提升机轮缘采用组合链轮,更换方便,链轮轮缘经特殊处理寿命长,下部如采用重力自动张紧装置,能保持恒定的张力,避免打滑或脱链,同时在料斗遇阻时,有一定的容让性能够有效地保护运动部件,物料温度不超过250 ℃。
输送机物流输送机械
输送机种类:大倾角输送机、波形挡边输送机、挡边隔板输送机、移动输送机、移动式输送机、水平移动式输送机和大倾角胶带输送机。输送机是彩瓦机械的配套设备,应用广泛。
(1)不锈钢网带输送机
1.本机型机架可采用不锈钢制作,铝型材制作。链板可根据需要选用相应材质和宽度的链板。参照输送产品-平板链来选型。
2.选用不同形式的平板链,可实现平面输送、平面转弯、提升下降等各种功能。
3.电机可根据需要设置在机架下面或机架上面。
4.速度调节可选择变频调速或选用无级变速减速电机。
5.输送机可设置侧面挡板,两侧安装控制工位单元,实输送过程的自动化功能。
6.用户在询价时请提供详细输送物料名称、尺寸和要求机器的材质、尺寸、速度、输送量要求等。
(2)刮板输送机流水线的介绍(优点及缺陷):
用刮板链牵引,在槽内运送散料的输送机叫刮板输送机。按刮板输送机溜槽的布置方式和结构,可分为并列式及重叠式两种,按链条数目及布置方式,可分为单链、双边链、双中心链和三链4种。
刮板输送机的相邻中部槽在水平、垂直面内可有限度折曲的叫可弯曲刮板输送机。其中机身在工作面和运输巷道交汇处呈90度弯曲设置的工作面输送机叫“拐角刮板输送机”。
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
此外,还有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。
刮板输送机主要优点:
1、结构坚实。能经受住煤炭、矸石或其他物料的冲、撞、砸、压等外力作用。
2、能适应采煤工作面底板不平、弯曲推移的需要,可以承受垂直或水平方向的弯曲。
3、机身矮,便于安装。
4、能兼作采煤机运行的轨道。
5、可反向运行,便于处理底链事故。
6、能作液压支架前段的支点。
缺点:
1、空载功率消耗较大,为总功率的30%左右。
2、不宜长距离输送。
3、易发生掉链、跳链事故。
4、消耗钢材多。成本大。
(3)滚筒输送机
滚筒输送机可以沿水平或较小的倾斜角输送具有平直底部的成件物品,如板,棒,管,型材,托盘,箱类容器及各种工件。对于非平底物品及柔性物品可借助托盘实现输送。具有结构简单,运转可靠,维护方便,经济,节能等特点,最突出的是他与生产工艺过程能较好地衔接和配套,并具有功能的多样性。
辊筒轴形式表:
| 轴径 Фd |
轴重 kg/m |
轴形式 |
|
|
|
|
| 8 |
0.395 |
|
|
10 |
8×15 |
|
| 10 |
0.617 |
6×10 |
8×10 |
10 |
10×15 |
8×15 |
| 12 |
0.888 |
8×15 |
10×10 |
10 |
12×15 |
10×15 |
输送机穿孔工艺
输送机挡板的2种穿孔工艺
(1)爆破穿孔:(Blast drilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。
(2)脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。
一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
输送机焊接方法
输送机支架焊条电弧焊的焊接方法
(1)引弧
划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。
引弧时需注意如下事项:
1)引弧处应无油污、水锈,以免产生气孔和夹渣。
2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
(2)运条
运条是焊接过程中最重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。
焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
链板输送机输送线的特点与行业应用
链板材质:碳钢、不锈钢、热塑链,根据您的产品的需要可选取不同宽度、不同形状的链板来完成平面输送、平面转弯、提升、下降等要求。
(3)链板线的特点
1.链板输送机的输送面平坦光滑,摩擦力小,物料在输送线之间的过渡平稳,可输送各类玻璃瓶、PET瓶、易拉罐等物料,也可输送各类箱包。
2.链板有不锈钢和工程塑料等材质,规格品种繁多,可根据输送物料和工艺要求选用,能满足各行各业不同的需求。
3.链板输送机一般都可以直接用水冲洗或直接侵泡在水中。设备清洁方便,能满足食品、饮料行业对卫生的要求。
4.设备布局灵活。可以在一条输送线上完成水平、倾斜和转弯输送。
5.设备结构简单,运行平稳,维护方便。
6.直输链板宽度由63.5、82.5、101.6、114.3、152.4、190.5、254、304.8;转弯链板宽度有82.5、114.3、152.4、190.5、304.8,广泛用于食品、罐头、药品、饮料、化妆品和洗涤用品、纸制品、调味品、乳业及烟草等的自动输送、分配和包装的连线输送。

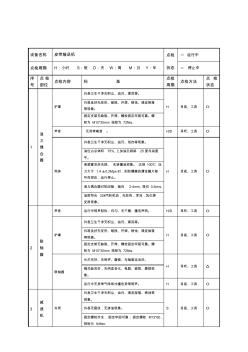 皮带输送机点检标准
皮带输送机点检标准
 带式输送机功率自动计算
带式输送机功率自动计算