缝焊焊轮坯料尺寸文献

 焊缝外观缺陷分级及焊接尺寸要求
焊缝外观缺陷分级及焊接尺寸要求
焊缝外观缺陷分级及焊接尺寸要求
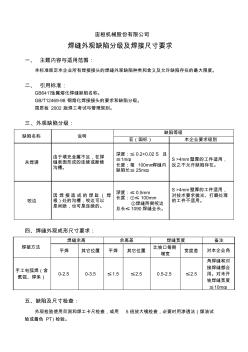
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、 主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、 引用标准: GB6417金属熔化焊缝缺陷名称。 GB/T12469-98 钢熔化焊接接头的要求和缺陷分级。 国质检 2002 版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称 说明 缺陷等级 亚(国标) 本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 长度:每 100mm焊缝内 缺陷长≤ 25mm。 S >4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因 焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤ 0.5mm 长度:①≤ 100mm ②焊缝两侧咬边 总长≤ 1090焊缝全长。 S >4mm壁厚的工
 直缝焊接钢管尺寸规格表
直缝焊接钢管尺寸规格表
直缝焊接钢管尺寸规格表
直缝焊接钢管尺寸规格表 |直缝焊管理论重量表 外径 /mm 壁 厚/mm 0.5 0.6 0.8 1.0 1.2 1.4 1.5 1.6 1.8 2.0 2.2 2.5 2.8 3.0 3.2 3.5 钢管的理论质量/ (kg/m) 5 0.055 0.065 0.083 0.099 8 0.092 0.109 0.142 0.173 0.201 10 0.117 0.139 0.181 0.222 0.260 12 0.142 0.169 0.221 0.271 0.320 0.366 0.388 0.410 13 0.183 0.241 0.296 0.343 0.400 0.425 0.450 14 0.198 0.260 0.321 0.379 0.435 0.462 0.489 15 0.123 0.280 0.345 0.408 0.470 0.499 0.