630钢管文献

 630不锈钢
630不锈钢
630不锈钢
630 不锈钢 文章来源:钢铁 E站通 http://www.ezhant.com/dict/detail.php?id=435 630不锈钢是马氏体沉淀硬化型不锈钢。 630不锈钢性能特点是易于调整强度级别,即可通过变动热处理 工艺予以调整 ,马氏体相变和时效处理形成沉淀硬化相是其主要强化手段, 630 不锈钢衰减性能好,抗 腐蚀疲劳及抗水滴性能强。 简介: 630不锈钢是沉淀、硬化、马氏体不锈钢。 630不锈钢是由铜、铌 /钶构成的沉淀、硬化、马氏体不锈钢。 这个等级具有高强度、硬度 (高达 300º C/572º F) 和抗腐蚀等特性。 经过热处理后 ,产品的机械性能更加完善 ,可以达到高达 1100-1300 mpa (160-190 ksi) 的耐压强度。 这个等级不
 630箱变
630箱变
630箱变
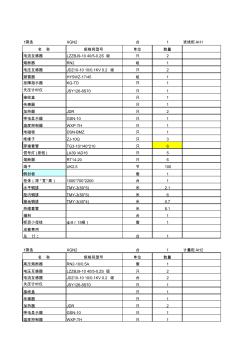
1筛选 XGN2 台 1 进线柜AH1 名 称 规格和型号 单位 数量 电流互感器 LZZBJ9-10 40/5-0.2S 级 只 2 熔断器 RN2 组 1 电压互感器 JDZ10-10 10/0.1KV 0.2 级 只 2 避雷器 HY5WZ-17/45 组 1 故障指示器 KQ-TD 只 1 失压计时仪 JSY126-8S70 只 1 接线盒 只 1 传感器 只 1 加热器 JDR 只 2 带电显示器 GSN-10 只 1 温度控制器 WXP-TH 只 1 电磁锁 DSN-BMZ 只 1 绝缘子 ZJ-10Q 只 3 穿墙套管 TG3-10/140*210 只 6 信号灯 (按钮 ) LA39 /AD16 只 5 熔断器 RT14-20 只 6 端子 UK2.5 节 100 侧封板 套 1 柜体(深 *宽*高) 1000*700*2200 台 1 水平铜排 TMY-3(50*5)