钢筋焊接文献

 钢筋焊接报告
钢筋焊接报告
钢筋焊接报告
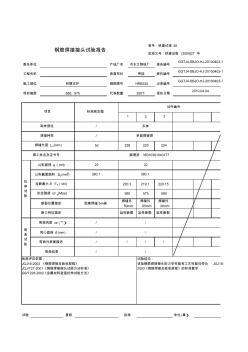
表号:铁建试报 48 批准文号:铁建设函 [2009]27 号 试验 复核 单位(章)批准 / 弯 曲 试 验 弯曲角度 α (°) / / / 弯心直径 d (mm) / / 弯曲结果 / 弯曲外表面描述 / / / 断口特征描述 延性断裂 断裂位置描述 距离焊缝 5mm外 焊缝外 50mm 延性断裂 焊缝外 65mm 焊缝外 30mm 延性断裂 580 575 580 焊缝长度 Lh(mm) 公称截面面积 S0(mm 2) 380.1 380.1 焊工姓名及证书号 拉 伸 试 验 公称直径 a(mm) 220.3 22 拉断最大力 Fb(kN) 抗拉强度 σ b(Mpa) 22 219.1 220.15 5d 228 220 224 薛理扬 35010361040177 GGTJ4-SBJO-HJ-20100403-1 2010.04.04 实体 1 报告日期 2 3 20