钢筋试验机
- 钢筋电子拉力试验机,主要用于对各种金属、非金属及复合材料进行常规力学性能指标的测试。专业设计的自动控制和数据采集系统,实现了系统的全数字化调整。标准的RS232接口方便了用户对试验数据的计算机采集、处理和数据的网间传输。设备能够求取抗拉强度、剥离强度、撕裂强度等。该设备适用于防水卷材、电线电缆、纺织、橡胶、陶瓷、包装行业、土工布、薄膜、纸张、塑料制品等制造业以及各级产品质量监督部门,同时还适用于大中专院校进行教学演示工作。
-

选择特殊符号
选择搜索类型
请输入搜索
一、检查机械性能是否良好、工作台和弯曲机台面保持水平;并准备好各种芯轴工具挡。
二、按加工钢筋的直径和弯曲机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。
三、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
四、作业时,将钢筋需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,
确实安在挡住钢筋的一侧方可开动。
五、作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标最大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,必须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱。
1、在被检验的金属线材上截取长200mm-500mm的一段,进行矫直,矫直时不得损伤线材表面。
2、按照参数表中线材直径大小选择夹片园弧半径r,夹片园弧顶部至拨杆底面的距离b,以及拨杆孔φ,每付夹片上都打印了园弧半径数字以供选择。
3、主杆上有相互垂直的四个孔,调正拔杆的方向可得到你所需要的孔位。
4、将摇臂处于垂直的位置,并以此作试验的起始状态,将试样先穿入两面三刀夹片中底板的孔内,然后垂直向上从拨杆的下部穿过拨杆孔再穿入上夹至顶部,转动上夹头手柄把线材上端的夹紧。
5、用手把上夹头往下按15-25mm后稳住,转动主夹片手柄将下端夹紧进行弯曲。
6、弯曲试样时,应使用较均匀的速度(约1次/秒)。
7、弯曲记数是从起始位置向右弯曲90度,试样返回至起始位置为第一次,再向左弯曲90度,试样再返回起始位置为第二次以此类推至试样折断为止,试样折断的最后一次弯曲次数不计。
8、长期使用后夹片的园弧表面若出现压伤的痕迹应更换夹片
9、油杯及有相对滑动处应经常加油,保持润滑。
10、使用后应擦拭干净并涂上防锈油以防锈蚀。
拉拔试验、如果有接头采用焊接的、还需要做钢筋的焊接试验。
钢筋进场时应分批验收,每批重量不大于60t,在每t钢筋中任取两根,在距钢筋端部50CM处各取一套试样,在每套试样中取一根试样作拉力试样测定屈服点,抗拉强度、伸长率,另一根试样做冷弯试验。其长度为5d(...
经监理见证取样后,填委托单(需施工、监理单位盖章),然后同监理一起到实验室送检。 为明了期间最好做一个试验台帐。

 钢筋试验全参数
钢筋试验全参数
钢筋试验全参数
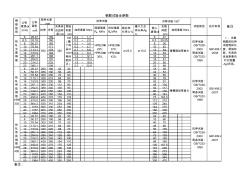
拉伸 冷弯 夹具间 自由间 距mm 原始 标距 mm 屈服强度 Rel MPa 抗拉强度 Rm MPa 断后伸 长率A % 最大力总 伸长率Agt % 弯心 直径d 支棍 间距 mm 6 28.27 159 0.2 ~ 1.7 6 27 6.5 33.18 160 0.2 ~ 2.0 6.5 29.25 8 50.27 165 0.3 ~ 3.0 8 36 10 78.54 171 0.5 ~ 4.7 10 45 12 113.1 178 0.7 ~ 6.8 12 54 14 153.9 184 0.9 ~ 9.2 14 63 16 201.1 190 1.2 ~ 12.1 16 72 18 254.5 197 1.5 ~ 15.3 18 81 20 314.2 203 1.9 ~ 18.9 20 90 22 380.1 209 2.3 ~ 22.8 22 99 6 28.27 260 1
 钢筋试验记录
钢筋试验记录
钢筋试验记录
新 建 合 肥 至 福 州 铁 路 ( 闽 赣 段 ) 钢 筋 试 验 记 录 委托单位: 工程编号: 使用部位: 试验日期: 产地牌号: 委托编号: 强度等级代号: 委托日期: 表面形状: 试验日期: 钢筋级别: 代表数量: 仪器编号及 环境条件 名称 型号 编号 示值范围 分辨力 温度 相对湿度 ℃ % 样品检测前后检查情况 采用标准 项 目 试 样 编 号 拉 伸 试 验 公称直径 a(mm) 公称面积 S(mm 2 ) 标距 原 始 L0(mm) 断 后 L1(mm) 屈服力 Fs(kN) 屈服点 σ s(MPa) 最大力 Fb(kN) 抗拉强度 σb(MPa) 伸长率 δ(%) 弯 曲 试 验 弯心直径 d(mm) 弯曲角度 α(°) 弯曲外表面描述 弯曲结果 附注: 试验 : 计算 :
建筑与土木工程学院拥有一流的师资队伍,专业教师全部为研究生以上学历,其中高级职称6人,中级职称13人,国家一级注册结构工程师1人,国家一级注册建造师1人。教学人员年富力强,教学及工程经验丰富。
建筑与土木工程学院拥有先进的实验设施,有价值数百万的进口土工三轴仪、混凝土材料试验机、钢筋试验机,以及国内领先的测量实验室,土工三轴仪、钢筋试验机
与省内外施工、设计企业和科研机构联合建立了多个实习实训基地,可供教学、实习和科研使用,另有两千余万元仪器设备即将到位。
公司占地60余亩,标准厂房5000余平方,现有职工150人,其中技术人员40人。拥有大型全自动浸塑生产线1条,调直机10台、冲床、酸洗钝化设备一套,大型焊网生产线3条,拉丝机10台,钢筋试验机1台,喷塑烘房设备一套、折弯机二台、电焊等设备80余部。2006年本公司新增了网片热镀锌生产线一条.公司具有先进的生产工艺和施工工艺,分生产技术部和发展部。其中生产技术部有技术开发部、焊网车间、取料车间、拉丝车间、电焊车间、磨光车间、酸洗钝化车间、浸塑车间。发展部有市场开发部和工程施工部。
2008年公司又新建了热镀锌加工厂,厂区位于浙江省金华市婺城区汤溪镇白少驿砖瓦厂旁,公司专门引进了先进热镀锌工艺,热镀锌车间3500余平米, 公司主要设备有:镀锌槽一个(9米×1.6米×2米,熔锌200多吨), 酸槽五个(12.5米×1.8米×1.8米),溶剂槽一个(12.5米×1.8米×1.8米),钝化槽一个(12.5米×1.8米×1.8米),单梁吊车三台.....热镀锌厂年热镀锌生产能力5万吨以上,镀锌品种有电力铁塔、管塔、灯塔、标志杆、 电力设备构架等各种铁件、角钢、槽钢、电缆桥架 、网架、C型钢、扁铁、风机及各种异型钢铁构件的热镀锌加工。质量符合国家相关标准。
