公差(变动量)文献

 带钢厚度公差
带钢厚度公差
带钢厚度公差
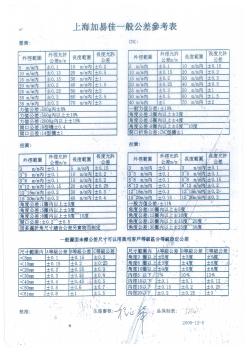
技术标准 热轧带钢公差尺寸标准 GB/T8164-93 宽度 厚度 厚度公差 50~600mm 1.8,2.0,2.2 mm +/ - 0.18mm 2.5,2.8,3.0 mm +/ - 0.20mm 3.2,3.5,3.8,4.0 mm +/ - 0.25mm 4.2,4.5,4.8,5.0,5.5 mm +/ - 0.29mm 6.0,6.5,7.0 mm +/ - 0.32mm 7.5,8.0 mm +/ - 0.39mm 宽度 宽度公差 切边 毛边 50~200mm +/ -1.0mm +/ - 1.5mm > 200~300mm +/ -1.0mm +/ - 1.8mm > 300~600mm +/ -1.0mm negotiate 冷轧带钢公差尺寸标准 GB/T8164-93 厚度 厚度公差 0.5mm +/ - 0.06mm 0.6mm +/ -