过程能力分析文献

 过程能力与过程能力指数分析
过程能力与过程能力指数分析
过程能力与过程能力指数分析
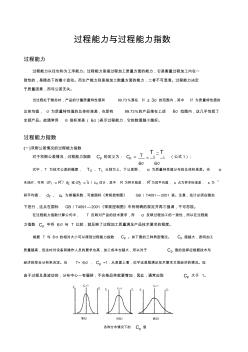
过程能力与过程能力指数 过程能力 过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一 致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定 于质量因素,而与公差无关。 当过程处于稳态时,产品的计量质量特性值有 99.73%落在 3 的范围内,其中 为质量特性值的 总体均值, 为质量特性值的总体标准差,也即有 99.73%的产品落在上述 6 范围内,这几乎包括了 全部产品。故通常用 6 倍标准差 ( 6 )表示过程能力,它的数值越小越好。 过程能力指数 (一 )双侧公差情况的过程能力指数 对于双侧公差情况,过程能力指数 Cp 的定义为: Cp T T U T L (公式 1); 6 6 式中, T 为技术公差的幅度, TU 、TL 分别为上、下公差限, 为质量特性值分布的总体标准差。当 未知时,可用 ?1 R /
 过程能力分析计划(1)
过程能力分析计划(1)
过程能力分析计划(1)
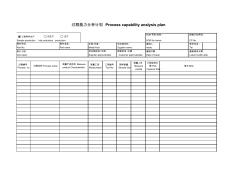
SOR号码/名称: 控制计划号码: Sample production trial production production SOR No./name CP No. 零件号码: 零件名称: 车型 /年度: 供应商名称: 编制人: 联系电话: Part No. Part name Mode/Year Supplier name: made Tel 核心小组: 供应商批准 /日期: 顾客批准 /日期: 编制日期: 最新修改日期: Core team Supplier approval/date Customer approval/date Date of made Latest modify date 过程编号 Process no. 测量工具 Measuretool 工具编号 Tool No. 取样数量 Sample size 测量人员 Measure people 计划检测