管道焊接过程智能控制技术及其应用目录文献

 论管道焊接过程中的质量控制
论管道焊接过程中的质量控制
论管道焊接过程中的质量控制
管道焊接是控制管道工程质量的核心技术。主要介绍了手弧焊单面焊双面成形的基本操作方法,论述了管道工程焊接工艺中怎样提高生产率,在焊接成本降低的同时,仍然保证其质量可靠以及焊接成形美观,并且对焊接质量控制提出了合理的方法和要求。
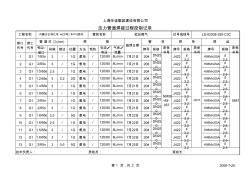 压力管道焊接过程控制记录LS02008
压力管道焊接过程控制记录LS02008
压力管道焊接过程控制记录LS02008
钝边 / 坡口 间隙 错边 位置 方法 预热 电流/ 电压 气体/ 流量 牌号 规格 质保 书号 牌号 规格 质保 书号 牌号 规格 质保 书号 1 G1 1/65o 3 / 1G 氩电 / 120/80 8L/min 7月21日 20# DN25 0 J422 ¢ 3.2 H08Mn2SiA ¢ 2.5 2 G1 2/65o 3 / 1G 氩电 / 120/80 8L/min 7月21日 20# DN25 0 J422 ¢ 3.2 H08Mn2SiA ¢ 2.5 3 G1 1.5/65o 2.5 / 1G 氩电 / 120/80 8L/min 7月21日 20# DN25 0 J422 ¢ 3.2 H08Mn2SiA ¢ 2.5 4 G1 1.2/65o 3 0.2 2G 氩电 / 120/80 8L/min 7月22日 20# DN25 0 J422 ¢ 3.2 H08Mn2SiA ¢