钢筋笼滚焊机
- 数控钢筋笼滚焊机是一种由PLC控制的加工生产钢筋笼的设备。
-

选择特殊符号
选择搜索类型
请输入搜索
由于钢筋笼对于箍筋之间的间距精度要求非常高 , 所以一般的传统制作钢筋笼方式是较不适合做施工。
而本套自动化钢筋笼滚焊机,是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题

◆ 加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人一天就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
◆ 加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了“免检”。
◆ 箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。
◆ 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
◆ 机械化加工钢筋笼,在质量控制方面得到了保障。
数控钢筋笼滚焊机是一种由PLC控制的加工生产钢筋笼的设备。
数控钢筋笼滚焊机的出现,结束了钢筋笼一贯手工捆绑的历史,为我国桥梁、高铁的制造提高了效率。

数控钢筋笼滚焊机是一种由PLC控制的加工生产钢筋笼的设备。
一般孔都做好了,还有就是根据你的需要做的直径
钻孔桩钢筋笼滚焊机是一种机械化生产制作钢筋笼的机械设备,传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。
根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理.
常情况下,5人一班,即可作业。具体分配如下:
备料、上料:2人
滚焊操作:1人
内箍圈(加强箍圈)等安装:2人
具体人数要根据钢筋笼的规格型号进行增减。
钢筋笼加工基本成本组成:
电费:15-20元/吨(不使用对焊机时,约15-16元/吨,如果使用对焊机,成本约增加5-7元左右)
焊丝、焊条及CO2气体:约20-30元/吨

| 设备型号 |
FH1500 |
FH2000 |
FH2500 |
|||||||||
| 适用桩径(mm) |
400--1500 |
500--2000 |
600--2500 |
|||||||||
| 钢筋笼标准长度(m) (其他长度可任意定制) |
12 |
18 |
22 |
27 |
12 |
18 |
22 |
27 |
12 |
18 |
22 |
27 |
| 钢筋笼重量(kg) |
4500 |
6000 |
8000 |
|||||||||
| 主筋直径(mm) |
Φ12--Φ40 |
Φ12--Φ40 |
Φ12--Φ40 |
|||||||||
| 盘筋直径(mm) |
Φ6--Φ16 |
Φ6--Φ16 |
Φ6--Φ16 |
|||||||||
| 盘筋间距(mm) |
50--400 |
50--400 |
50--400 |
|||||||||
| 焊接方式 |
二氧化碳保护焊 |
二氧化碳保护焊 |
二氧化碳保护焊 |
|||||||||
| 液压站参数(Mp) |
8 |
8 |
8 |
|||||||||
| 电源参数 |
380v 50hz |
380v 50hz |
380v 50hz |
|||||||||
| 功率(Kw) |
最大功率13,生产功率10 |
最大功率23,生产功率18 |
最大功率29,生产功率23 |
|||||||||

 钢筋笼滚焊机施工工法 (2)
钢筋笼滚焊机施工工法 (2)
钢筋笼滚焊机施工工法 (2)
钢筋笼滚焊机施工工法 第 1 章前言 钻孔桩所使用的柱状钢筋笼由主筋和 箍筋焊接或绑扎而成,钢筋直径比较大, 目 前国内钻孔灌注桩钢筋笼成型工艺多采用 长线放样、 人工成型的施工工艺,该施工工 艺机械化率低, 成型质量不稳定,耗用大量 人工,特别是青岛海湾大桥要求 Φ25mm 及 以上二级钢筋接长采用机械方式, 我公司采 用镦粗直螺纹连接,该连接工艺质量稳定、 可控性较好, 但对钢筋笼成型精度要求比较 高,人工成型的钢筋笼对接比较困难。我公 司根据实际情况在全线率先采用钢筋笼滚 焊机生产桩基钢筋笼, 即桩基钢筋笼整体成 型工艺。 第 2 章工法特点 2.1 加工速度快:正常情况下 3 人一班, 可分班作业, 20 米钢筋笼成型耗时 90分钟 左右,工作效率非常高。 2.2 加工质量稳定可靠:由于采用的是 机械化作业,主筋、缠绕筋的间距均匀,钢 筋笼直径一致,产品质量完全达到规范要 求。 2
 钢筋笼滚焊机施工工法
钢筋笼滚焊机施工工法
钢筋笼滚焊机施工工法
专业资料 钢筋笼滚焊机施工工法 第 1 章前言 钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成, 钢筋 直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、 人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗 用大量人工,特别是青岛海湾大桥要求 Φ 25mm 及以上二级钢筋接 长采用机械方式,我公司采用镦粗直螺纹连接, 该连接工艺质量稳定、 可控性较好,但对钢筋笼成型精度要求比较高, 人工成型的钢筋笼对 接比较困难。我公司根据实际情况在全线率先采用钢筋笼滚焊机生产 桩基钢筋笼,即桩基钢筋笼整体成型工艺。 第 2 章工法特点 2.1 加工速度快:正常情况下 3 人一班,可分班作业, 20 米钢筋笼 成型耗时 90 分钟左右,工作效率非常高。 2.2 加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的 间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。 2.3 箍

购买钢筋笼滚焊机


水泥管钢筋笼滚焊机

钢筋笼成型机
数控钢筋笼滚焊机是一种由PLC控制的加工生产钢筋笼的设备。
数控钢筋笼滚焊机的出现,结束了钢筋笼一贯手工捆绑的历史,为我国桥梁、高铁的制造提高了效率。
根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理.
由于钢筋笼对于箍筋之间的间距精度要求非常高 , 所以一般的传统制作钢筋笼方式是较不适合做施工。
而本套自动化钢筋笼滚焊机,是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题
◆ 加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人一天就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
◆ 加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了“免检”。
◆ 箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。
◆ 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
◆ 机械化加工钢筋笼,在质量控制方面得到了保障。
常情况下,5人一班,即可作业。具体分配如下:
备料、上料:2人
滚焊操作:1人
内箍圈(加强箍圈)等安装:2人
具体人数要根据钢筋笼的规格型号进行增减。
,在国外建筑业发达的国家早有应用机械制作的历史,而在我国,首个机械化制作钢筋笼的案例记载在2006年中铁十八局承建的武广客运专线上,而其所应用的由厦门连环研发的钢筋笼滚焊机也是国内首台此类设备,经过几年的发展,2008年开始国内其他机械厂家也有涉足研发,相信未来的发展,在连环钢筋笼滚焊机的引领下,国产钢筋笼滚焊机会更加人性化易用。

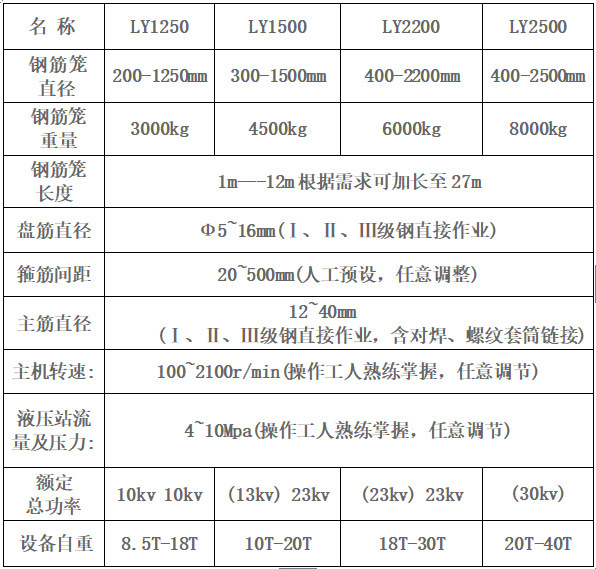
技术参数

◆加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人一天就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
◆加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了"免检"。
◆箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。
◆由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
◆机械化加工钢筋笼,在质量控制方面得到了保障。

添加图片

第一步:主筋上料
预先将主筋下料、对焊或套筒连接成图纸所需长度,然后吊放于主筋储料架上,以备用;
主筋储料架,适合储存9M/12M/18M/22M的钢筋;整体采用H型钢焊接组装而成;并采用分断式结构,间隔2米/个;便于拆装和运输。
第二步:盘筋上料
将盘筋吊于放线架上,最大载重2T,高1.7M,立柱可定制成伸缩型。
第三步:主筋穿丝并加紧
工人将主筋抖落分布于分料盘的圆周上;同时,穿入固定盘和移动盘环形模板的导管内;并在移动盘的导管内用螺栓夹紧。
分料盘系统由多个分料盘组成,与固定盘相连,并可跟随同步旋转运动;端部的辊轮,可减少旋转阻力。
夹紧时,注意每根主筋的错位长度,通常是1M左右。
第四步:盘筋穿丝并缠绕固定
将盘筋穿过矫直机构至与主筋交叉焊接固定。
第五步:焊接成型
起始焊接:在钢筋笼的头部,固定盘和移动盘同步旋转运动,将盘筋并排连续绕几圈;然后与主筋焊接牢固。
正式焊接:固定盘和移动盘同步旋转运动,移动盘同时向前移动,这样盘筋自动缠绕在主筋上,同时进行焊接,从而形成钢筋笼产品。
终止焊接:在钢筋笼的尾部,两盘继续旋转,暂停焊接,将盘筋并排绕几圈;然后将盘筋端头焊接在主筋上固定,完成焊接。
(国内一般采用CO2保护焊机,焊渣少,焊接品质好;也可选用自动焊接机械手(价格另计),最大焊接速度为40-60点/分钟)
第六步:钢筋笼与旋转盘分离
切断绕筋:移动盘前移,钢筋笼与固定盘分离;松开主筋与移动盘导管的螺栓;移动盘前移,钢筋笼与移动盘分离。
第七步:卸笼,降下液压支撑
卸笼,行吊或人推滚下。
在整个焊接过程中,为防止钢筋笼因自重而变形,需配置多个液压支撑装置。
专门设计的液压站,采用国内通用的液压组件,持久耐用、具有高互换性。
第八步:移动盘复位,准备下一个生产循环




