将两钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法。
钢筋闪光对焊
英文
钢筋闪光对焊应符合下列规定:
1、除正式焊接之前进行焊接工艺试验外,每个焊工均应在每班工作开始 时,先按实际条件试焊2个对焊接头试件,并做冷弯试验,待其结果合格后 方可正式施焊。
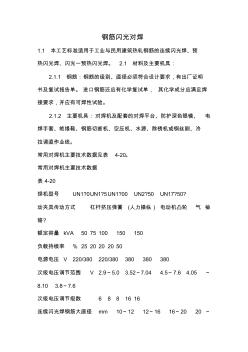
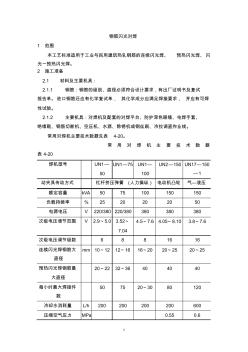
2、钢筋牌号、直径在下表范围内时,可采用"连续闪光焊";超出下表范围,且钢筋端面较平整,宜采用"预热闪光焊";超出下表范围, 且钢筋端面不平整,宜采用"闪光一预热闪光焊"。
可连续闪光焊的钢筋
3、连续闪光焊所能焊接的钢筋上限直径,还应根据焊机容量、钢筋牌号等具体情况而定,并应符合下表规定。
连续闪光焊钢筋上限直径
4、闪光对焊时,应选择合适的调伸长度、烧化留量、顶锻留量以及变压 器级数等焊接参数。连续闪光焊时的留量应包括烧化留量、有电顶锻留量和 无电顶锻留量;闪光一预热闪光焊时的留量包括:一次烧化留量、预热留量、 二次烧化留量、有电顶锻留量和无电顶锻留量。
5、变压器级数应根据钢筋牌号、直径、焊机容量以及焊接工艺方法等具体情况选择。
6、采用电动机凸轮传动对焊机或气、液压传动对焊机进行大直径钢筋焊 接时,宜首先采取锯割或气割方式对钢筋端面进行平整处理,然后采取预热 闪光焊工艺。
7、闪光对焊接头的外观质量应符合下列规定:
1)接头周缘应有适当的镦粗部分,并呈均匀的毛刺外形。
2)钢筋表面不得有明显的烧伤或裂纹。
3)接头弯折的角度不得大于4°。
4)接头轴线的偏移不得大于0.1么且不得大于2mm。
-