工具磨床
- 工具磨床精度高、刚性好、经济实用,特别适用于刃磨各种中小型工具,如铰刀、丝锥、麻花钻头、扩孔钻头、各种铣刀、铣刀头、插齿刀。以相应的附具配合,可以磨外圆、内圆和平面,还可以磨制样板、模具。采用金刚石砂轮可以刃磨各种硬质合金刀具。
-

选择特殊符号
选择搜索类型
请输入搜索
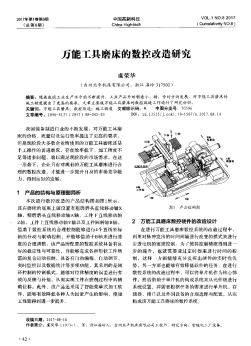
1、电源开关
2、纵向移动手轮
3、横向移动手轮
4、工作台纵向行程调整左限位块
5、工件主轴垂直面内角度调整锁紧手柄
6、分度板
7、主轴回转锁紧手柄
8、撞块
9、工件心轴
10、磨头升降调整手轮
11、砂轮罩固定螺母
12、弹性支架
13、车刀夹持器
14、工作台回转手柄
15、工作台纵向行程调整右限位块
16、工作台横向移动锁紧手柄
1、安全预防措施应让持有电工操作证的专业人员进行电器安装或维修。
2、开机前检查电机铭牌上的电压和频率是否和电源一致。
3、机床电源插头、插座上的各触脚应紧固可靠,无松动或不接触现象。
4、不要滥用电线,不要用力猛拉插座上的电源线,电线应远离高温、油腻、尖锐边缘的地方。
5、当发生故障或有不正常声响应立即拔插头,关上机床主轴箱左侧面的按钮开关,然后进行检查修理。
6、不要让机床在无人情况下运转,一定要在关机后,停止运转才能离开。外界切断电源,应按红色按钮,否则机床会在无人情况下来电运转。
7、保持工作场地的干净整洁,不要在潮湿、杂乱、微弱光线。易燃易爆的地方使用机床。让儿童或参观者远离机床,避免各种不安全因素发生。
8、机床不能超过最大切削能力,避免各种不安全因素发生。
9、穿戴适当,不要穿宽松衣服或戴手饰、手套,长发应用发夹固定再戴上帽子,防上被机器卷入的危险。
10、工作时工件应紧固可靠,切勿手持工件,这样双手可用来操纵机器。
11、保持导轨面的清洁,不要让砂粒、灰尘进入免损坏导轨。
12、不要在你疲劳或服用酒精、麻醉剂的情况下,再操纵机器。
13、当机床的零件,附件损坏,请不要任意代用,应采用相同性能的对应零配件,如采用本单位的则最佳。
工作台左右行程:280mm
工作台前後行程:150mm
工作台面积: 130mmx520mm
砂轮头升降距离:250mm
砂轮头旋转角度:360°
砂轮尺寸:125 x 50 x 32mm
砂轮转速:3,600 RPM
马达压力、马力:3/4P,220V/380V
净重/毛重:150kgs/160kgs
包装尺寸:690x 700 x 800mm
1. 电源开关2. 纵向移动手轮3. 横向移动手轮4. 工作台纵向行程调整左限位块5. 工件主轴垂直面内角度调整锁紧手柄6. 分度板7. 主轴回转锁紧手柄8. 撞块9. 工件心轴10. 磨头升降调整手...
还有个叫美日工具磨床
济南星辉、东芝 济南星辉数控机械科技有限公司是一家专注于非金属数控设备设计、研发和制造的公司,坐落于济南国家级高新技术开发区,占地面积48000平方米。配合先进的加工和装配工艺以及严格的过...
工具磨床的特点和用途
工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
1、首先确定铣刀的直径,如果您要修磨8MM的立铣刀,那就选用8MM的夹头,然后将铣刀锁在50D的套筒上。
2、摆好角度,将铣刀套筒略微摆4°(铣刀底面斜角在2°~6°之间)。
3、开始修磨底面,比如说铣刀,将铣刀对准砂轮,完成对刀步骤后然后修磨铣刀的底面斜角,修磨完一个刃然后更换另外一个刃口依次修磨。
4、修磨铣刀中心逃隙角,将套筒摆到10°左右,依次修磨各个铣刀刃的中心逃隙角。
5、依次修磨铣刀第二间隙角
6、修磨铣刀侧刃,用顶尖顶住铣刀螺旋槽,对准砂轮,推动套筒修磨铣刀螺旋侧刃。
按照以上所述万能工具磨床修磨立铣刀方法操作,就能让您的铣刀依旧变新,解决铣刀修磨难题。
工具磨床加工锥度铣刀一般是在分度夹具中进行,加长、特形刀具需要在两顶尖中加工。磨床工作台纵向不能搬角度,改进工装后两顶尖纵向任意搬角度,方便了锥度刀具和工件加工。
1.由于工具磨床设计工作台纵向不能转角,在机床移动工作台面安装一弯板固定板,用来固定可转角度弯板,实现工件转角度加工。
2.可转角度弯板工作面铣T形槽,装前后顶尖座。90°立面镗孔、通过定位轴螺母锁紧在固定板立面上。
3.由于工装安装在固定板,可纵向搬角度、在两顶尖中加工锥度刀具,整个工装还可通过固定板两个T形槽螺栓调整前后位置。
4.转角度弯板和弯板固定板用铸铁板加工,其他紧固件用40Cr调质处理加工。前后顶尖座要加工为轻便型,方便上下调整。
转角度弯板4上面加工有T形槽,装前、后顶尖座2,通过T形槽螺栓3和定位键11定位锁紧,弯板固定板6通过两T形槽螺栓7固定于机床工作台面,侧面装弯板定位轴5,转角度弯板4装入弯板定位轴5可旋转调整角度,用紧固螺母9锁紧。件10为工件支板,固定于转角度弯板立面,用来支承刀具齿面加工。(如下图1)
解决了锥度工件在两顶尖中加工难点,为刀具精加工增添了新工具。工装简单、轻便、调整装卸方便,扩大了机床加工范围。
工具磨床是金属切削加工必要的辅助设备,用来刃磨各种金属切削刀具。由于金属切削加工工艺不断改进,金属切削机床随之不断革新,这就需要新的切削刀具,而对刀具的刃磨也不断提出新的要求。
工具磨床制造业的历史,在机床行业中甚为年轻。在磨床生产的一百多年的历史中,过去对工具磨床的生产一直不够重视,第一台万能工具磨床于1889年首先由美国辛辛那提公司制成,随后,美国诺顿公司于1890年试制成功了万能工具磨床,但当时都是采用齿轮皮带传动,结构简单,效率很低。在近三十年来,随着工业的发展和科学技术的进步,才绽工具磨床的生产有了较快的发展,不但出现了半自动、全自动工具磨床,而且数控工具磨床也开始应用。
工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
1、如购买产品后未能在一个月内使用者,请定期做防锈处理,随着地区湿度的差异,其防锈处理时间亦需有所调整。
2、请定期一个月检查运行状况,如丝杆表面被灰尘和金属粉尘污染了,请先用煤油清洗后再加注润滑油。
3、滚珠丝杆必须随时保有润滑油,如未加注润滑油而导致产品生锈或损坏,我们将无法列为无偿保修项目
MQ6025A型万能工具磨床是性能比较优良的改进型T具磨床。它装上附件后,除可以刃磨绞刀、铣刀、斜槽滚刀、拉刀、插齿刀等常用刀具和各种特殊刀具以外还能磨削外圆、内网平面以及样板等,加工范围比较广泛。
1、床身
床身是一个箱形整体结构的铸件,其上部前面有一组纵向V形导轨和平导轨;在后面有一组横向的V形导轨和平导轨。纵向导轨装有工作台.横向导轨上装有横向拖板,床身左侧门及后门内装有电气元件等。
2、工作台
工作台分上工作台和下工作台两部分,下工作台装在床身纵向导轨上,导轨上装有圆柱滚针,使工作台能轻便、均匀地快速移动。工作台前后运动可有4个手轮操作,便于在不同位置操纵工作台进行磨削。
3、横向拖板
横向拖板装在床身横向导轨上,导轨之间有圆柱滚针。横向传动由手轮通过梯形螺杆和螺母传动。手轮转1圈为3mm,1小格为0.01mm。由于手轮装在同一根丝杆上,因此站在机床前面和后面均可进行操作。在横向拖板上装有磨头架及升降机构,摇动手轮,磨头架做横向进给。
4、磨头及升降机构
磨头电动机采用标准型A1-7132电动机。零件套装而成,机壳与磨具壳体铸成一个整体;电动机定子有内压装改成外压装,采用微型三角皮带带动磨头主轴转动。磨头主轴两端锥体均可安装砂轮进行磨削。转速为4200转/分、5600转/分两挡。磨头电动机可根据磨削需要,作正反向运转,由操纵板转向选择开关控制。磨头的升降机构采用圆柱形导轨,由斜键导向。磨头升降分手动和机动两种。手动时。转动手轮,通过涡轮副减速及一对正齿轮升速,通过螺母、丝杆使导轨上升或下降。机动时,按升降电钮(操纵板上的机动按钮),电动机启动,通过一齿差减速,经结合子连接丝杆,经螺母使导轨升或降。
1、左、右顶尖座:左、右顶尖座主要用来装夹带有中心孔的刀具以及需要用中心轴装夹的刀具。
2、万能夹头:万能夹头主要用来装夹端铣刀、立铣刀、三面刃盘形铣刀、角度铣刀等,用以刃磨其端面齿或锥面齿。
3、万能齿拖架:万能齿拖架的作用是使刀具的刀齿相对于砂轮处于正确的位置,以磨出需要的几何角度。
齿托片的形状很多。可根据实际需要自行制作,以供刃磨各种刀具时选用。
1、工作台的操纵和调整
①操作者站立位置的选择。万能工具磨床在进行内、外圆磨削时,由于工作台操纵手柄在机床前面右侧,因此操作者应站在机床前面,这样便于操作和观察。在进行刀具刃磨时,由于磨削形式不同,为了便于操作和观察,操作者一般站在机床工作台后面左侧或右侧。
②操纵手柄的选择和操纵方法。根据磨削形式选择操纵手柄。磨内、外圆时,操纵手轮,
工作台慢速均匀移动。刃磨刀具,操纵手轮,工作台快速移动。
③工作台行程距离的调整。由于工作台是采用圆柱滚针导轨,操纵时稍不注意就会使行程过头。在磨削时为了控制行程,可用挡铁来限位。挡铁使用方法与外圆磨床挡铁使用方法基本相同。
2、磨头位置的调整
在进行刀具刃磨时,磨头按顺时针方向旋转90°,使磨头主轴轴线垂直于工作台轴线。
3、砂轮法兰盘或接长轴在磨头主轴上的装拆
①把砂轮装在法兰盘上,用专用扳手将螺母拧紧。
②把法兰盘连同砂轮一起套人磨头主轴上。
③插入锁紧销,使磨头主轴锁紧。
④旋上内六角螺钉,用内六角扳手拧紧。
⑤装上防护罩壳,拨出锁紧销.砂轮安装完毕。
调换法兰盘时。须将磨头主轴锁紧;然后将法兰盘内六角螺钉卸下。旋上拆卸扳手,将法兰盘从磨头主轴上顶出。

 万能工具磨床的数控改造研究
万能工具磨床的数控改造研究
万能工具磨床的数控改造研究
随着我国工业生产水平的不断提升,工业产品开始朝着小、精、专的方向发展,对万能工具磨床的施工精度提出了更高的要求。文章主要就万能工具磨床的数控改造工作进行了研究分析。
 M5M万能工具磨床的技术改造
M5M万能工具磨床的技术改造
M5M万能工具磨床的技术改造
介绍了M5M万能工具磨床改造前存在的问题及其原因,提出了具体的技术改造方案,对工件头架、尾座、砂轮轴的结构进行改进,改造后取得了理想的效果。
专门用于制造工具和刃磨刀具的磨床,有万能工具磨床和专用工具磨床等类型。万能工具磨床用来磨削各种刀具刃口,还可磨刀刃磨床、钻头刃磨床、铣刀刃磨床、拉刀刃磨床、滚刀刃磨床、丝锥沟槽磨床、圆板牙铲磨床和卡规磨床等。工具磨床的共同特点是切削力较小,砂轮直径较小,主轴支承大多采用滚动轴承。在万能工具磨床上,磨头可回转,十字工作台可作纵横方向的运动。专用工具磨床的结构布局则根据所磨工件的不同而有所不同。工具磨床的操纵方式以手动为主,但也有半自动和全自动的。随着金刚石砂轮和立方氮化硼砂轮的使用和刀具磨削工艺的改进,已出现高速磨削和电解磨削的高效工具磨床。
工具磨床操作规程是怎样的?工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。很多的车间都有用到工具磨床,在使用的时候我们一定要注意安全,掌握正确的操作流程也能提高工作效率,这里就简单的为您介绍一下工具磨床操作规程。
一、检查工具磨床启动前润滑机床各部位机械传动是否正常,开关按钮是否可靠,确保砂轮完好无破损。
二、以点动方式启动砂轮到正常加工速度,空转五分钟。
三、安装砂轮时应注意
安装前检查砂轮外型是否完整,轻敲砂轮应听到清脆声,确保砂轮完好无破损,夹持砂轮部位要垫上石棉垫,夹紧后进行首次平衡,装机修整后再次平衡,新砂轮需空转五分钟。
四、砂轮禁止超速运行,不得大于警告速度。
五、合理选择磨削量,严禁超负荷磨削。
六、磨削前应检查工件是否吸牢或装夹牢固,装夹高工件及底部面积较小的工件时要用挡块靠住或专用夹具装夹,以防发生故障。
七、开机时砂轮旋转的正前方位置不准站人,防止砂轮破碎飞出或工件打飞。
八、工作结束,机床擦干净,切断电源,零件摆放整齐,工作场地保持清洁。


工具磨床磨削(Jig)
工具磨床tool and cutter grinding machine
