辊式冷轧(弯)成型机械通用技术条件文献

 2019重型机械通用技术条件
2019重型机械通用技术条件
2019重型机械通用技术条件
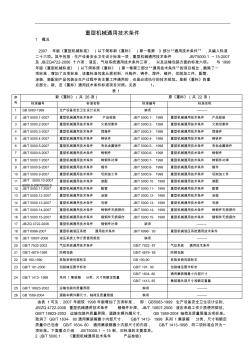
重型机械通用技术条件 1 概况 2007 年版《重型机械标准》 (以下简称新《重标》 )第一卷第 3 部分“通用技术条件” ,共编入标准 二十六项。其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件 JB/T5000.1 ~15-2007 及 JB/ZQ4722-2006 十六项,液压、气动系统通用技术条件三项, 以及运输包装方面的标准六项。 与 1998 年版《重型机械标准》 (以下简称原《重标》 )第一卷第三部分“通用技术条件”的项目相比,删除了一 项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、 涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。是新《重标》的重 点部分。新、旧《重标》通用技术条件标准项目对照。见表 1。 表 1 序 号 新《重标》(共 26项) 原《重标》(共 22 项) 标准编号
 2007重型机械通用技术条件
2007重型机械通用技术条件
2007重型机械通用技术条件
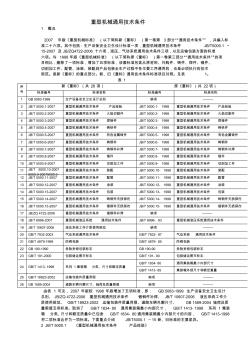
重型机械通用技术条件 1 概况 2007 年版《重型机械标准》 (以下简称新《重标》 )第一卷第 3 部分“通用技术条件” ,共编入标 准二十六项。其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件 JB/T5000.1 ~ 15-2007 及 JB/ZQ4722-2006 十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准 六项。与 1998 年版《重型机械标准》 (以下简称原《重标》 )第一卷第三部分“通用技术条件”的项 目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、 切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术 规范。是新《重标》的重点部分。新、旧《重标》通用技术条件标准项目对照。见表 1。 表 1 序 号 新《重标》(共 26 项) 原《重标》(共 22项) 标准编号