高速旋转压片机保养文献

 价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
我厂500吨铜系催化剂生产线的关键设备25型压片机冲钉冲模在使用初期故障频繁,消耗高,平均每32小时就要更换一套冲钉冲模,运转率仅为55%,不仅严重影响产品的产量和质量,而且提高了产品成本。改造冲钉冲模,延长其使用寿命,是迫切需要解决的问题。由于影响冲钉冲模可靠性的因素较多,难以入手,故应用价值工程来指导此项改造。一、功能分析首先列出冲钉冲模的全部功能,然后逐个明确功能之间的相互关系,画出功能系统图。
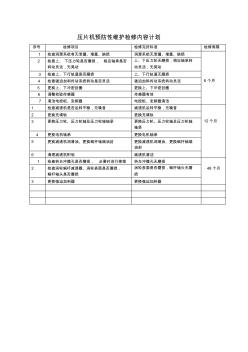 压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
压片机预防性维护检修内容计划 序号 检修项目 检修完好标准 检修周期 1 检查润滑系统有无泄漏、堵塞、缺损 润滑系统无泄漏、堵塞、缺损 6 个月 2 检查上、 下压力轮是否磨损, 相应轴承是否 转动灵活,无晃动 上、下压力轮无磨损,相应轴承转 动灵活,无晃动 3 检查上、下行轨道是否磨损 上、下行轨道无磨损 4 检查强迫加料传动系统转动是否灵活 强迫加料传动系统转动灵活 5 更换上、下冲密封圈 更换上、下冲密封圈 6 调整校验传感器 传感器有效 7 清洁电控柜、变频器 电控柜、变频器清洁 1 检查减速机是否运转平稳,无噪音 减速机运转平稳,无噪音 12个月 2 更换充填轨 更换充填轨 3 更换压力轮、压力轮轴及压力轮轴轴承 更换压力轮、压力轮轴及压力轮轴 轴承 4 更换电机轴承 更换电机轴承 5 更换减速机润滑油、更换蜗杆轴端油封 更换减速机润滑油、更换蜗杆轴端 油封 6 清理减速机积垢