滚丝轮文献

 英制螺丝美制螺丝公制螺纹滚丝轮介绍及规格资料
英制螺丝美制螺丝公制螺纹滚丝轮介绍及规格资料
英制螺丝美制螺丝公制螺纹滚丝轮介绍及规格资料
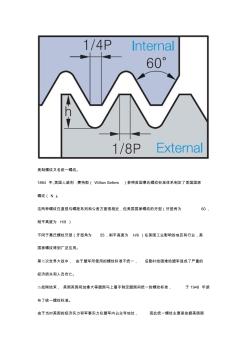
美制螺纹又名统一螺纹。 1864 年,美国人威利 .赛特斯( Willian Sellers )参照英国惠氏螺纹标准体系制定了美国国家 螺纹( N)。 这两种螺纹在直径与螺距系列和公差方面很相近,但美国国家螺纹的牙型(牙型角为 60, 削平高度为 H/8 ) 不同于惠氏螺纹牙型(牙型角为 55,削平高度为 H/6 )在美国工业影响的地区和行业,美 国家螺纹得到广泛应用。 第二次世界大战中, 由于盟军所使用的螺纹标准不统一, 后勤补给困难给盟军造成了严重的 经济损失和人员伤亡。 二战刚结束, 美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准, 于 1948 年颁 布了统一螺纹标准。 由于当时美国的经济实力和军事实力在盟军内占主导地位, 因此统一螺纹主要是依据美国国 家螺纹标准而制定的, 统一螺纹代号“ UN”的前一个字母“ U”来源于盟国间的“统一”;后一个字母“ N”来 源于美国国家
 共轨喷油器体圆顶牙型螺纹滚丝轮的国产化
共轨喷油器体圆顶牙型螺纹滚丝轮的国产化
共轨喷油器体圆顶牙型螺纹滚丝轮的国产化
为了实现进口滚丝轮的国产化,对材料的化学成分进行了分析,初定4种材料进行产品试制,根据对滚丝轮加工工艺的分析,确定采用磨螺纹工艺,根据共轨喷油器体用螺纹滚丝轮牙型特点,设计3种螺纹圆顶牙型的加工方案,经比较分析,确定采用先将螺纹磨成平顶牙型,再用成型砂轮接磨R 0.1 mm圆顶的方案,确定了加工工艺参数,设计了磨削R 0.1 mm圆顶牙型的成型砂轮及成型金刚钻等工装,根据试验结果确定选用SKH59材料进行批量生产,检测结果表明,国产化的滚丝轮其各项指标均满足设计要求,生产成本仅为进口滚丝轮的47.5%,可取代进口。