过程验证文献

 特殊过程“焊接”工艺验证表
特殊过程“焊接”工艺验证表
特殊过程“焊接”工艺验证表
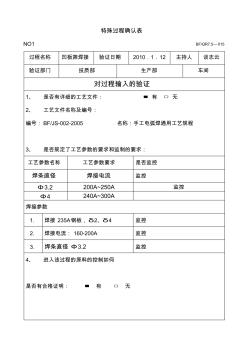
特殊过程确认表 NO1 BF/QR7.5— 015 过程名称 凹板筛焊接 验证日期 2010.1.12 主持人 谈志云 验证部门 技质部 生产部 车间 对过程输入的验证 1、 是否有详细的工艺文件: ■ 有 □ 无 2、 工艺文件名称及编号: 编号: BF/JS-002-2005 名称:手工电弧焊通用工艺规程 3、 是否规定了工艺参数的要求和监制的要求: 工艺参数名称 工艺参数要求 是否监控 焊条直径 焊接电流 监控 Ф3.2 200A~250A 监控 Ф4 240A~300A 焊接参数 1. 焊接 235A钢板,δ2、δ4 监控 2. 焊接电流: 160-200A 监控 3. 焊条直径 Ф3.2 监控 4、 进入该过程的原料的控制如何 是否有合格证明: ■ 有 □ 无 对过程
 数字制造环境下的加工过程仿真验证技术研究
数字制造环境下的加工过程仿真验证技术研究
数字制造环境下的加工过程仿真验证技术研究
生产线数字制造环境是数字化工厂的核心 ,而加工过程的仿真与验证技术构成生产线数字系统的底层结构与制造过程数字化分析的主要内容。分析了目前加工过程在几何仿真与物理仿真方面的研究情况、研究方法与存在问题 ,就该项技术向生产线数字制造环境融合的关键技术 ,即综合设备数字样机的完整数字加工环境的建立及加工过程仿真与上层制造环境的信息集成等进行分析与研究