高性能灰铸铁材质控制技术与应用
《 高性能灰铸铁材质控制技术与应用》是2009年煤炭工业出版社出版的图书,作者是李平,李锋军 。
-

选择特殊符号
选择搜索类型
请输入搜索
《 高性能灰铸铁材质控制技术与应用》是2009年煤炭工业出版社出版的图书,作者是李平,李锋军 。
内容简介
《高性能灰铸铁材质控制技术与应用》是李平博士和李锋军博士两位作者结合自己的切身体会和国内外的灰铸铁研究成果,融会贯通,归纳阐释精心写成。《高性能灰铸铁材质控制技术与应用》总结和论述了生产高性能灰铸铁件的技术要点和最新的发展动向,对从事灰铸铁件研究和生产工作的铸造工作者有较大的帮助。相信《高性能灰铸铁材质控制技术与应用》的出版,将对推动灰铸铁生产质量的提高,为我国的铸造业在由铸造大国向铸造强国的发展过程中发挥良好的作用,作出一定贡献
铸铁的材质主要有:灰铸铁、球墨铸铁、蠕墨铸铁、可锻铸铁、抗磨铸铁、耐热铸铁、耐蚀铸铁等,还有用于军工上面的特种铸铁,如潜艇上的低噪铸铁。 铸铁主要由铁、碳和硅组成的合金的总称。在这些合金中,含碳量超过...
数控技术是数字程序控制数控机械实现自动工作的技术。它广泛用于机械制造和自动化领域,较好地解决多品种、小批量和复杂零件加工以及生产过程自动化问题。随着计算机、自动控制技术的飞速发展,数控技术已广泛地应用...
【检测铸铁材质】1、球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相...

 铸铁材质标准
铸铁材质标准
铸铁材质标准
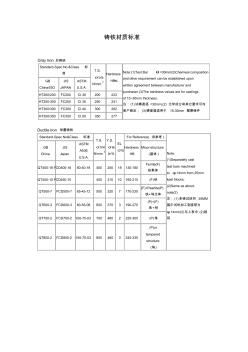
铸铁材质标准 Gray lron 灰铸铁 Standard-Spec.No.&Class 标 准 T.S. σb≥ N/mm 2 Hardness HB≤ Note:(1)Test Bar θ=30mm(2)Chemieal composition and other requirement can be established upon written agreement between manufacturer and purchaser.(3)The hardness values are for castings of 15~30mm thickness. 注: (1)试棒直径 =30mm;(2) 化学成分和其它要求可与 客户商定; (3)硬度值适用于 15-30mm 壁厚铸件 GB China/ISO JIS JAPAN ASTM U.S.A. HT20
 重型载重车辆灰铸铁材质制动鼓失效分析
重型载重车辆灰铸铁材质制动鼓失效分析
重型载重车辆灰铸铁材质制动鼓失效分析
通过对失效制动鼓进行分析,研究制动鼓失效的机理,针对其失效原因,对其材质、组织、使用、维修、结构等提出改进措施与建议。
灰铸铁是铸铁的一种。碳以片状石墨形式存在于铸铁中。断口呈灰色。有良好的铸造、切削性能, 耐磨性好。用于制造机架、箱体等。灰铸铁石墨呈片状,有效承载面积比较小,石墨尖端易产生应力集中, 所以灰铸铁的强度、塑性、韧度都低于其他铸铁。但具有优良的减振性、 低的缺口敏感性和高的耐磨性。
灰铸铁碳量较高(为2.7%~4.0%),可看成是碳钢的基体加片状石墨。按基体组织的不同灰铸铁分为三类:铁素体基体灰铸铁;珠光体一铁素体基体灰铸铁;珠光体基体灰铸铁。
铁素体灰铸铁是在铁素体的基体上分布着多而粗大的石墨片,其强度、硬度差,很少应用;
珠光体灰铸铁是在珠光体的基体上分布着均匀、细小的石墨片,其强度、硬度相对较高,常用于制造床身、机体等重要件;
珠光体—铁素体灰铸铁是在珠光体和铁素体混合的基体上,分布着较为粗大的石墨片,此种铸铁的强度、硬度尽管比前者低,但仍可满足一般机体要求,其铸造性、减震性均佳,且便于熔炼,是应用最广的灰铸铁。
灰铸铁显微组织的不同,实质上是碳在铸铁中存在形式的不同。灰铸铁中的碳有化合碳(Fe3C)和石墨碳所组成。化合碳为0.8%时,属珠光体灰铸铁;化合碳小于0.8%时,属珠光体—铁素体灰铸铁;全部碳都以石墨状态存在时,则为铁素体灰铸铁。

高牌号灰铸铁一般是指HT250以上的灰铸铁。在生产过程中,大体可分为以下形式:一种是孕育铸铁;另一种是合金铸铁(这里主要介绍稀土灰铸铁)。下面就此两种高牌号灰铸铁浅谈一下自己的看法和认识。
❈
一、孕育铸铁
在灰铸铁中,石墨是以片状形式存在的,片状石墨的存在,严重地破坏了铁基体的性能。为了提高机械性能,就必须减少石墨片的数量。孕育铸铁实质上就是通过减少石墨片数量并加入适量的孕育剂使共晶团细化的方法来获得较高的力学性能。
灰铸铁中,主要元素为C、Si、Mn、S、P。其中C、Si、P是促进石墨化元素,而Mn、S为阻碍石墨化元素。为了减少石墨片的数量,就必须降低C、Si、P的含量,同时提高Mn、S的含量,故其碳当量CE=C+1/3(Si+P)一般来说都较低,都属于亚共晶铸铁Sc<1,但是由于碳在铸铁中以两种形式存在,一种是游离态的石墨;另一种是化合态的渗碳体,如果碳当量过低,那么铸铁在冷却过程中碳就会全部形成渗碳体,而使铸铁成为白口铸铁,力学性能不佳。所以在生产孕育铸铁过程中,首先要进行化学成分分析,来选择合适的碳当量,使碳元素在凝固过程中除形成渗碳体外,还要有少量石墨存在,以便使铸铁的内部组织出现珠光体,而获得高的力学性能。
在实际生产孕育铸铁时,由于在原铁液中还要加入硅基孕育剂,故在选择原铁水成分时一般是选择其碳当量CE在白口区或麻口区边缘的附近,这就要视所生产的孕育铸铁的牌号而定,然后稍加入孕育剂就会使灰口铸铁基体呈现细致的珠光体。
对于Mn和S元素,它们都是有利于形成珠光体的元素,在铁液中Mn和S元素还会发生反应,生成MnS渣滓,故在生产孕育铸铁时,还需要增加Mn元素的含量。而对于S元素,就要视铸件的实际结构状况,在铸件不产生裂纹的情况下,可以放宽对其的控制范围,某些情况下,甚至于是人为提高其含量。
至于孕育剂的加入方式,一种是在出铁时加入,还有在浇注过程中随流孕育或型内孕育,这就要视具体情况灵活掌握。由于孕育方式的不同,孕育剂的加入量也会有所变化。
孕育过程是对原铁水短时间的一种作用,故对铁水的浇注时间必须加以限制,如果浇注时间过长就会失去孕育效果,使铸件的力学性能降低。
二、稀土合金铸铁
在生产孕育铸铁时,需配入大量的废钢,如果利用冲天炉进行熔炼有时可能会有困难,况且由于铸造业的发展,废钢供不应求,有时会直接影响生产。为此我们必须考虑一种新的生产方案,在不用或少用废钢的情况下生产高牌号灰口铸铁,那么这种工艺就是利用稀土合金进行对高牌号灰口铸铁的熔炼。首先我们来了解一下稀土合金的作用:
(1)稀土元素是强脱硫剂。
(2)残留在铁水中的稀土元素会使灰口铸铁的石墨形态发生明显改变。
(3)稀土能使铸铁结晶过冷度加大,妨碍凝固过程石墨化,增加白口倾向。
孕育铸铁碳当量较低,均属于亚共晶铸铁,而稀土灰铁则不然,其属于是共晶或过共晶铸铁。因为在亚共晶铸铁中加入稀土元素,凝固时共晶石墨要在奥氏体枝晶间析出,由于稀土对铸铁结晶时的过冷作用大,这种枝晶间石墨常以过冷石墨析出,故机械性能恶化。而对于共晶或过共晶铸铁情况就有所不同,稀土元素在加入后会使铸铁组织发生明显的变化。在加入少量稀土合金时,石墨仍为片状,只不过分布稍均匀而已,继续增加稀土合金达到一定数值时,石墨形状会发生急剧的变化。变成短而粗的蠕虫状,并有少量球团状石墨,继续增加稀土元素,则蠕虫状石墨比例将会减少,而球团状石墨逐渐增多。达到一定程度时,则由于它的过冷作用强,在基体中会出现部分莱氏体组织,这种组织上的变化必然引起机械性能的变化。如果在此基础上增加稀土量,则基体中莱氏体量就会增多,机械性能将有所下降。
综上所述,要想利用稀土元素熔炼高牌号灰口铸铁,其所必备的两个条件是:
其一,原铁液必须是共晶或过共晶成分,其碳当量CE=4.3%-4.8%。
其二,用稀土合金处理后的铁水中,必须残留一定量的稀土元素,经多次测定,残留Re=0.06%-0.1%。
因为稀土是强脱硫剂,故加入稀土合金处理后的铁水一般含S量都比较低,大约在0.01%-0.02%左右。
此外在熔炼稀土灰铁时,为了增加基体中珠光体的含量,通常还需要配以一定数量的Mn,Mn一般取在0.5%-1.5%之间。
实际生产中,为了确保稀土灰铁的质量,必须要对处理后的铁水进行炉前取样检验,通常采用三角试块。试样断口以顶部及两侧有轻微缩凹,断口呈银灰色,组织致密,中心有轻微缩松并且试样尖端有一定白口宽度者为最佳。如果三角试块顶部及两侧有较大缩凹,中心缩松明显,断口呈银灰色,白口宽度亦很大,则说明稀土合金加入过量,应降低其加入量,同时要强化孕育;反之,则说明稀土合金加入量不足,应适当加大稀土合金加入量,以便使断口的白口宽度达到一定的数值。
经过多次试验,利用稀土合金熔炼高牌号灰口铸铁是完全可行的,其抗拉强度一般均≥350MPa。
以上是生产高牌号灰口铸铁的两种方法,当然还有其他熔炼高牌号灰口铸铁的方法,如加入一定量的Cu、Ni、Cr等合金元素对铸铁实施合金化。不管怎样,我们只有在工作中不断探索,不断认识新事物,才能提高我们的专业知识水平,更好地为生产服务。