一、金属材料及热处理
1.理解强度、塑性、硬度的概念。
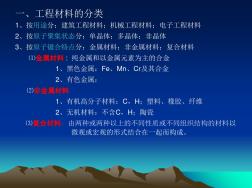
2.了解工程用金属材料的分类,能正确识读常用金属材料的牌号。
2.1金属材料分类及牌号的识读:
2.1.1黑色金属:
(1)定义:通常把以铁及以铁碳为主的合金(钢铁)称为黑色金属。
(2)铸铁:灰铸铁HT抗拉强度(σb)200(MPa)、可锻铸铁KT(H黑心、Z珠光体)抗拉强度(σb)300-伸长率06、球墨铸铁QT抗拉强度(σb)400-伸长率18。
(3)碳钢:
按含碳量分:低、中、高碳钢。
按质量分:普通、优质、高级优质。
按用途分:
普通:Q235A:一般工程用,屈服强度Q数值235等级A。
优质碳素结构钢:45钢:机械零件用,中碳钢,含碳量0.45%);
碳素工具钢:T12:工具钢,用于刃具、量具、模具用钢,含碳量1.2%。
铸造碳钢:铸钢ZG屈服强度不低于270-抗拉强度不低于500。
(4)合金钢:
按用途分:
合金结构钢:40Cr:合金结构钢,含碳量0.40%,合金含量小于1.5%不标。
合金工具钢:9SiCr:合金工具钢,含碳量0.9%,Si、Cr含量小于1.5%;
高速钢(锋钢)W18Cr4V:含碳量0.7-0.8%,钨含量18%,Cr含量4%,V含量小于1.5%。
2.1.2有色金属
(1)有色的定义:除黑色金属以外的金属材料,统称为有色金属。
(2)了解铝及铝合金。
(2)了解铜及铜合金。
3、了解退火、正火、淬火、回火、调质、时效处理的目的、方法及应用。
重点放在应用上。
(1)退火:消除铸件、焊接件、冷作件毛坯的应力。
(2)时效处理:长时间退火,消除毛坯的应力。
(3)正火:消除锻件毛坯的锻造应力。调整硬度,便于加工。
(4)调质:淬火+回火,综合机械性能。一般安排在粗加工后、精加工前。
(5)回火:消除淬火应力。温度越高,钢的强度、硬度下降,而塑性、韧性提高。
4.了解金属表面处理的一般方法。
(1)表面淬火
(2)(表层)化学处理:电镀
物理处理:防锈漆因在金属表面外处理,不在此列。
二、金属切削和刀具的一般知识
1.了解金属切削运动及其特点,掌握切削用量三要素选用原则,会简单计算。
1.1切削运动:
(1)主运动Vc:
(2)进给运动Vf:
(3)关系:一般主运动一个,进给运动一个或多个。
1.2切削时工件上形成的表面:
(1)待加工表面
(2)过渡表面:正在切削的表面。
(3)已加工表面
1.3切削用量
(1)切削速度Vc:Vc=(PI*d*n)/1000(m/min或m/s)
钻头,切削刃d变化,Vc变化
(2)进给量f:车工:mm/r;铣工:
(3)背吃刀具ap(mm)
2.了解常用刀具材料及其适用范围。
2.1(车)刀具的结构形式:整体式、焊接式、机夹重磨式、机夹可转位刀片式。
2.2刀具常用材料:
(1)硬质合金:耐温800度以上,不能使用冷却液。常用的有YT(钢件:YT5、YT15、YT30)、YW(YW1、YW2)、YG(铸铁件、有色金属件:YG3、YG6、YG8)三种。
(2)高速钢:耐温550度以上,需要使用冷却液。
2.3刀具钝化:
(1)磨损:刀具后刀面和前刀面磨损。
(2)崩刃:切削刃的脆性破裂。
(3)卷刃:切削刃的塑性变形。
3.了解常用刀具的主要角度及其作用。
(1)前角:增大,切削变形减小,切削热少,切削温度低。
(2)后角:增大,后刀面摩擦少,(工件)切削热少,切削刃强度低,影响刀尖散热。
(3)主偏角:减小,切削刃增加,散热改善,切削温度低。
(4)副编角:增大,副后刀面摩擦少,加工残余面积大,粗糙度降低。
(5)刃倾角:影响刀头强度和排屑方向。
(6)车刀安装对刀具角度的影响:刀尖与工件轴线不等高情况;刀杆轴线与工件旋转轴线不垂直度影响。
4.了解切削液的常用种类及适用范围。
4.1切削液的常用种类:
(1)水基类:水溶液:冷却好,润滑差;乳化液:冷却中,润滑中。
(2)油基类:切削油:冷却差,润滑好。
5.了解常用金属材料的可切削性。
(1)主要指标:相对加工性;与刀具耐用度、切削热、已加工表面质量、切屑控制和断屑情况、切削力有关。
(2)影响因素:强度、硬度、塑性、导热性等
(3)改善方法:适当的热处理,适当调整材料化学成份。
6.了解切削过程中的物理现象,如切屑形成过程及切屑类型、积屑瘤形成机理及控制、切削力、切削热及刀具磨损等。
6.1切削类型:带状(塑性材料如钢件)、挤裂、单元、崩碎(脆性材料如铸铁)切屑。
6.2积屑瘤:
产生条件:中等切削速度,塑性材料。
对加工影响:保护刀具、增大前角、影响表面质量和尺寸精度(积屑瘤不稳定)
控制措施:提高或降低速度。
6.3切削力:
(1)主切削力Fc(消耗机床功率95%);背向力Fp(又称径向力,它使工件弯曲变形进而引起振动,对加工精度和表面粗糙度影响最大);进给力Ff(消耗机床功率5%)。
(2)影响因素:材料的强度、硬度、塑性、韧性;刀具的几何角度(主偏角、前角影响最大);切削用量(吃刀量、进给量影响最大,切削速度影响不大)
6.4切削热
(1)切削热来源:切削层金属变形(主要);切屑与刀具前刀面之间摩擦;切屑与刀具后刀面之间摩擦。
(2)切削热传出:切屑(50-80%);工件(10-40%);刀具(3-9%);周围介质(1%)
(3)影响切削热因素:
a切削用量因素:切削速度影响最大;通过增加背吃刀量、降低速度来提高效率。
b材料因素:强度、硬度影响;一般来说,合金钢比结构钢工件温度高;
c导热性影响:有色金属工件温度低;
d切屑影响:铸铁工件温度低但刀尖温度高(粒状或崩碎状切屑影响)。
e常用切削液影响:水溶液好,乳化液次,切削油更次。
7.遵守职业道德和职业规范,树立安全生产、节能环保和产品质量等职业意识。

 工业设计材料与加工工艺考试范围提纲资料
工业设计材料与加工工艺考试范围提纲资料
 工程材料及热加工—工程材料的基础知识-33页PPT资料
工程材料及热加工—工程材料的基础知识-33页PPT资料