本产品主要由主尺、滑尺、斜形尺三个零件组成,是焊工用来测量焊接件坡口角度和焊缝宽度、高度,焊接间隙的一种专用量具。适用于焊接质量要求较高的产品和部件,如锅炉、压力容器等。本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工必备的测量工具。
该卡尺被列入机械工业委员会电器局企业标准:JB/DQ9004-87工业锅炉质量分等标准。
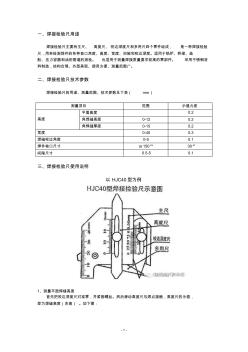
本产品主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
30型焊缝检验尺
测量项目
范围
技术参数
检测工具
宽度
0-20mm
0.2
0.02游标卡尺
高度
0-12mm
塞尺、二级平板
角焊缝
焊脚宽度
0-20mm
移动坡
口角度
20°、30°、
40°、50°、
60°、70°、80°
±2°
±30'专用角度规
校核单边坡口角度
117.5-122.5
±30'
±10″万能角尺
坡口角度
45°、55°、
60°、65°
±30'
±10″万能角尺
间隙尺寸
0.5-3.5mm
0.1
0.02游标卡尺
. 40型焊缝检验尺
测量项目
范 围
示值允差
高度
平面高度
0.2
角焊缝高度
0-12
0.2
角焊缝厚度
0-15
0.2
宽度
0-40
0.3
焊缝咬边深度
0-5
0.1
焊件坡口角度
≤150°
30′
间隙尺寸
0.5-5
0.1
60型焊缝检验尺
测量项目
范 围
示值允差
高度
平面高度
0-15
0.2
角焊缝高度
0.2
角焊缝厚度
0.2
宽度
0-60
0.3
焊缝咬边深度
0-5
0.1
焊件坡口角度
80°-160°
30′
间隙尺寸
0.5-6
0.1
-