焊脚尺寸
- 焊脚尺寸是指焊缝根角至焊缝外边的尺寸。平角焊时,焊脚尺寸决定焊接层次和焊道数。一般,当焊脚尺寸在8mm以下时,多采用单层焊;焊脚尺寸在8~10mm时,采用多层焊;焊脚尺寸大于10mm,则为多层多道焊。焊脚尺寸与钢构件厚度。
-

选择特殊符号
选择搜索类型
请输入搜索
焊脚尺寸(fillet weld size)在GB/T3375-94焊接术语中定义为:
在角焊缝横截面中画出的最大等腰直角三角形中直角边的长度,见图10。
那么在钢结构设计说明中要求的焊脚尺寸不小于最薄件厚度。角焊缝有效截面:横截面上焊缝表面曲线最低点处的切线与母材交线的三角形截面。 角焊缝有效计算厚度:角焊缝根部到切线的垂直距离。
通常,设计计算得出有效计算厚度he,工程检验时,he是假想的,测量he很难,转而测量焊角尺寸L。如果角焊缝表面是平直的,或凸的,等腰三角形,则按几何关系可求出:he=0.7L。因此可用焊缝角规测量出L。对于船形焊,角焊缝表面呈凹形,则理论上最低点切线并不与实际的焊脚连线重合,按实际焊脚尺寸测量值大于设计值。可根据横截面图,得出差值,例如差值3mm,设计要求L=8mm,检验验收时,实际测量的L=8 3=11mm。2100433B
焊脚尺寸(fillet weld size)在GB/T3375-94焊接术语中定义为:
在角焊缝横截面中画出的最大等腰直角三角形中直角边的长度,见图10。
那么在钢结构设计说明中要求的焊脚尺寸不小于最薄件厚度。角焊缝有效截面:横截面上焊缝表面曲线最低点处的切线与母材交线的三角形截面。 角焊缝有效计算厚度:角焊缝根部到切线的垂直距离。
通常,设计计算得出有效计算厚度he,工程检验时,he是假想的,测量he很难,转而测量焊角尺寸L。如果角焊缝表面是平直的,或凸的,等腰三角形,则按几何关系可求出:he=0.7L。因此可用焊缝角规测量出L。对于船形焊,角焊缝表面呈凹形,则理论上最低点切线并不与实际的焊脚连线重合,按实际焊脚尺寸测量值大于设计值。可根据横截面图,得出差值,例如差值3mm,设计要求L=8mm,检验验收时,实际测量的L=8+3=11mm。
角焊缝的焊脚尺寸是指焊缝根角至焊缝外边的尺寸。
1、焊接焊脚高度有两种标注,K和a,K表示在角焊缝横截面中画出的最大等腰直角三角形中直角边的长度,a只要在K的基础上X1.414就行了。2、如果是根据工件的板厚来确定焊角高度可以这么算,单面焊缝是相邻...
在角焊中,a为焊角,z为焊脚,s为熔深 a 指的是焊缝的厚度,也就是等腰直角三角形的高,在欧洲标准和国际标准中用的比较多;z 指的是焊缝的截面长度,也就是等腰直角三角形的边,在搭接焊缝中,等于板厚,应...

 T型、十字型、角接接头等熔透焊焊脚尺寸及外观质量检查记录
T型、十字型、角接接头等熔透焊焊脚尺寸及外观质量检查记录
T型、十字型、角接接头等熔透焊焊脚尺寸及外观质量检查记录
T型、十字型、角接接头等熔透焊焊脚尺寸及外观质量检查记录——T型、十字型、角接接头等熔透焊焊脚尺寸及外观质量检查记录

 对焊法兰内径尺寸
对焊法兰内径尺寸
对焊法兰内径尺寸
钢管外径 Sch.5S Sch.10S Sch.10 Sch.20 Sch.30 STD Sch.40S Sch.40 Sch.60 XS Sch.80S Sch.80 Sch.100 Sch.120 Sch.140 Sch.160 XXS 1/2 15 21.3 18 17 15.5 15.5 15.5 14 14 14 12 7 3/4 20 26.9 23.5 22.5 21 21 21 18.5 18.5 18.5 15.5 10.5 1 25 33.7 30.5 27.5 27 27 27 24.5 24.5 24.5 21 16 1 1/4 32 42.4 39 36.5 35 35 35 32 32 32 29.5 22 1 1/2 40 48.3 45 42.5 41 41 41 38 38 38 34 28 2 50 60.3 57 54.5 53.5 52 52 52
钢结构工程在施工焊接过程中难免会出现焊候不足、增高过大、焊脚尺寸不足或过大等问题,那么这些问题是怎么造成的?该怎么修补?今天凯利恒钢结构公司小编就给大家来聊聊钢结构工程焊脚尺寸过大或不足产生的原因和修补措施。
一、综合分析小编认为焊候不足、增高过大、焊脚尺寸不足或过大产生的原因有以下3种:
1.操作不熟练
2.焊接电流过大或过小
3.焊件坡口不正确等
二、修补措施
1.均可以用车削、打磨、铲或碳弧气刨等方法清除多余的焊缝金属或部分母材,清除后所存留的焊缝金属或母材不应有的割痕或咬边,清除焊缝不合格部分时,不得过分损伤母材。
2.修补焊接前.应先将待焊区域清理干净:
3.修补焊接时所用的焊条直径要略小,一般不宜大于直径4mm。
4.选择合适的焊接规范。
焊缝质量直接影响钢结构建筑工程的整体受力,质量安装等问题,所以钢结构施工过程中避免出现焊候不足、增高过大、焊脚尺寸不足或过大等问题,在出现以上问题是也应严格按照焊接规范进行整改。
文章所属:凯利恒钢结构公司
转载请注明出处
|
栓钉直径(mm) |
角焊缝最小焊脚尺寸(mm) |
|
10,13 |
6 |
|
16,19,22 |
8 |
|
25 |
10 |
在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
手弧焊焊缝尺寸的经验计算公式
1、对接焊焊缝尺寸经验计算公式
根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
(1)I形焊缝宽度的经验计算公式
生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度
C=δ+2 (1)
式中 δ——工件厚度,mm。
(2)带钝边V形对接焊缝宽度经验计算公式
如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:
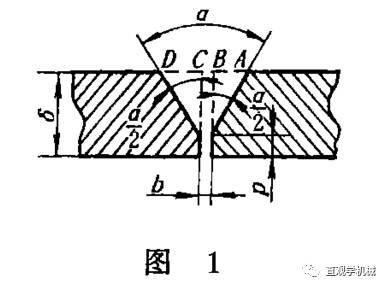
焊缝宽度
C=AB+CD+b+2e
=2(δ-P)tan(α/2)+b+2e
≈δ+3 ⑵
式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
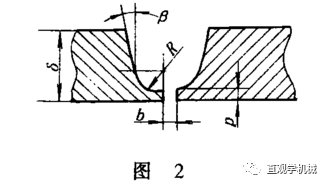
(3)带钝边的U形坡口对接焊缝宽度经验计算公式
如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:
焊缝宽度
C=2(δ-P-R)tanβ+2R+b+2e
≈0.35δ+12.5 ⑶
取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊缝焊脚尺寸的经验计算公式
角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
如图3所示,
T形接头角焊缝焊脚尺寸
K=δ+2 ⑷
式中δ——两焊件较薄者厚度
3、组合焊缝尺寸的经验计算公式
组合焊缝是指同一接头焊缝由几种不同焊缝组成。
如图4所示即为带钝边V形对焊缝与角焊缝形成的T形接头组合焊缝。
坡口角度为β1,钝边为P,间隙为b,根据解三角形的方法:
焊脚尺寸K=(δ2-P)tanβ1+b+e≈1.2δ2+1.5 (5)
取P=2,b=2,e=2,β1=50°。
埋弧自动焊焊缝尺寸经验计算公式
埋弧自动焊焊缝尺寸
C=δ+10
式中δ——板厚,mm。
该公式与根据《焊接方法及设备》中焊缝熔宽计算公式进行校验,结果基本一致。
(1)本文得出的焊缝尺寸经验计算公式经多年的实际应用证明是正确的,完全能满足生产实际需要;
(2)带钝边V形、带钝边U形等坡口焊缝的焊缝尺寸确定方法,对于类似的坡口形式(如单边V形、双边V形等)可按类似方法计算确定;
(3)按上述方法计算出的焊缝尺寸值,只是一个参数值,实际应用中可视具体情况,在参数基础上略作调整,一般取公差±1mm左右;
(4)该公式简明,容易记忆,使用方便,不仅适用于工程技术人员和操作工人,而且特别适用于经验不足者。
注:
焊缝的宽度主要依据母材的厚度、坡口形式来定,一般情况下焊缝宽度宜超过坡口每 侧2~3mm。 相关推荐
免费服务热线: 400-888-9639
|
