焊评文献

 5焊评试验施焊记录表
5焊评试验施焊记录表
5焊评试验施焊记录表
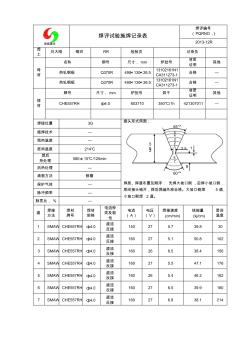
焊评试验施焊记录表 焊评编号 (PQRNO.) 2013-12R 焊 工 刘大刚 钢印 RR 检验员 记录员 母 材 名称 钢号 尺寸, mm 炉批号 材质 证明 其他 热轧钢板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 热轧钢板 Q370R 490×130×26.5 13102161N1 CA311273-1 合格 — 焊 材 牌号 尺寸, mm 炉批号 烘干 材质 证明 其他 CHE557RH ф4.0 603710 350℃/1h 421307011 — 焊接位置 3G 接头形式简图: 焊层、焊道布置及顺序: 先焊大坡口侧 , 后焊小坡口侧 . 层间接头错开,焊后焊缝外观合格。大坡口侧焊 5 道 , 小坡口侧焊 2 道。 施焊技术 — 预热温度 — 层间温度 214℃ 焊后 热处理 580±15℃ /120min 后热处理 — 清
 屋面自评报告
屋面自评报告
屋面自评报告
中船重工第 709 所控制系统集成中心 (建筑屋面分部工程 ) 质 量 自 评 报 告 编制人: 审核人: 审批人: 湖北省建工第二建设有限公司 二零一二年二月十五日 中船重工第 709 所控制系统集成中心 建筑屋面分部工程质量自评 一、工 程 概 况 1、工程名称:中船重工第 709所控制系统集成中心 2、参建各单位: 建设单位:中国船舶重工集团公司第七 0九研究所 设计单位:中船建筑工程设计研究院 勘察单位:中冶集团武汉勘察研究院有限公司 监理单位:湖北亚太建设监理有限责任公司 施工单位:湖北省建工第二建设有限公司 3、工程所在地理位置:武汉市东湖新技术开发区凤凰产业园。 1. 4、工程特点:建筑层数二层,冲孔灌注桩基础,主体为框架结 构。总建筑面积 9285.77M2,建筑高度为 11.30 米。抗震设防烈 度为 6度,结构安全等级为二级,设计使用年限 50年,地基与 基础设计等级