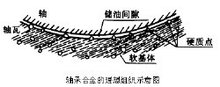
一、锌基合金的发展1930年"二战"前夕,德国为了解决铜资源紧缺和高成本的问题,开始寻找锡青铜、铅黄铜及巴氏合金的替代品,启动了新一代滑动轴承合金的研究。
1935年,德国经过近五年的研究,发现铸造锌基合金和铸造铝基合金的力学性能和减摩性能均可以超过铜基合金和巴氏合金。
1938年德国成功地使用铸造锌基合金替代锡青铜、铝青铜和使用铸造铝基合金替代了巴氏合金等用来制造轴瓦(套)产品,而且装备到军事坦克和汽车中并取得良好的效果。
1939-1943年"二战"期间,德国铸造锌基合金和铸造铝基合金的年使用总量由7800吨猛增到49000吨,这一变化引起了国际铅锌组织的高度关注和重视。
1959年,国际铅锌组织成员单位联合启动了一项科研计划,命名为"LONG-S PLAN",其宗旨是研发一种比铜基合金和巴氏合金的性能更高、使用寿命更长的新一代减摩合金,在该计划中将此研发中的减摩合金称之为long-s metal。
1961-1963年间,国际铅锌组织成员单位率先研制出铝基long-s metal减摩合金,牌号分别为AS7、AS12、AS20等。铝基合金AS7、AS12首先被应用在汽车上替代了传统的铜基合金轴瓦,使汽车的高速性能得到了很大提高,促进了汽车工业快速发展;在此之后铝基合金AS20又在大、中型电动机、汽轮机、水轮机、工业泵、鼓风机、压缩机等高速、中低载荷的工况下得到了应用,替代了传统的巴氏合金,促进了装备制造业的快速发展。
上世纪70年代初期,加拿大Norand Mines Limied研究中心与美国Zastern公司合作,研制出锌基long-s metal减摩合金ZA8、ZA12、ZA27等,并将ZA27减摩合金应用在轧钢机、压力机、齿轮箱、磨煤机、空调、精密机床等低速、重载的工作场合,全面替代了传统的铜基合金减摩材料。
新一代long-s metal减摩合金的问世受到国际上广大用户的极大关注,许多工业发达国家都在long-s metal研发上投入更多的人力、物力,仅美国就有数十家公司开发long-s metal铝基、锌基等系列减摩合金。
由于long-s metal具有优良的减摩性、较好的经济性,在制造业领域迅速得到推广并全面替代铜基合金、巴氏合金等传统减摩合金,具有很强的市场竞争力。
后来人们称long-s metal轴承合金为新型减摩合金。
美国Zastern公司技术顾问Mr.Bess在其介绍"LONG-S PLAN"文章中指出:研制经济型long-s metal锌基合金的目的,不仅仅是要在传统轴承合金能够胜任的场合替代它们,更重要的是通过long-s技术,使long-s metal应用于铜基合金和巴氏合金在强度、耐磨性不能满足要求的场合。
据Mr.Bess当时的预测:"long-s metal锌基合金在近期会有一个很大的发展,其生产规模和销售市场将迅速扩大,二十一世纪将是long-s metal 锌基合金的全盛时期。"
二、国内锌基合金的发展
缘于新型long-s metal锌基合金与传统的巴氏合金皆可用于制造滑动轴承,而且制造成本远远低于巴氏合金,故long-s metal被国内音译为"龙氏合金",业内称long-s metal为新型减摩合金,更多人习惯称之为新型轴承合金。
1982年,国家铸造技术的归口单位沈阳铸造研究所,引进了美国ASTM B791-1979标准中long-s metal ZA27锌基合金,经过近二年的消化吸收,开发出了国产锌基ZA27新型轴承合金,国家标准代号为ZA27-2,标志了我国新型减摩合金的发展拉开了序幕。
1985年,由时任辽宁省副省长陈淑芝女士的倡导和沈阳铸造研究所有关领导的大力支持下,成立了由沈阳铸造研究所的技术精英组成的沈阳轴瓦材料研究所,专门从事引进国外先进的long-s metal技术,以推动国内"龙氏合金"技术的发展及推广。
1991年,沈阳轴瓦材料研究所首先在锌基ZA27-2合金的基础上,研究开发了高铝锌基ZA303合金材料,解决了ZA27-2低温脆性等缺点,并与当年通过了沈阳市科学技术委员会科学技术成果鉴定,自此"龙氏合金"技术在国内各大高等院校和科研单位进行大范围的扩散和技术交流,推动了我国"龙氏合金"的快速发展。
三、锌基合金进入了"微晶合金"时代
1990年7月,第一届国际纳米科学技术会议在美国巴尔的摩举办,标志着纳米科学技术的正式诞生,该会议正式宣布纳米材料科学为材料科学的一个新分支。
1999年,纳米技术走向市场,基于纳米技术的产品全球年总营业额高达到500亿美元;一些国家纷纷制定相关战略或者计划,投入巨资抢占纳米技术战略高地。日本设立纳米材料研究中心,把纳米技术列入新5年科技基本计划的研发重点;德国专门建立纳米技术研究网;美国将纳米计划视为下一次工业革命的核心;中国也将纳米科技列为中国的"973计划"。
2001年,源自纳米技术所衍生出来的一个技术分支---微纳米应用技术。发达国家的微纳米应用技术在基础材料领域已经得到应用并取得了惊人的成果,尤其是应用微纳米技术制造出的许多微晶合金材料,正在对人类产生深远影响,已彻底改变了人们的思维方式。
2005年,中国微米纳米技术学会正式成立,标志着我国的微纳米应用技术起步,在满足功能材料个性需要方面与发达国家站到了同一起跑线上。
中国微米纳米技术学会会员单位的科研人员将微纳米技术应用在特种减摩合金材料领域,先后开发出了为满足某些单项性能有特殊需求的微晶合金材料,如航空发动机用轻体镁基微晶合金、耐高温的镍基微晶合金、要求高度可靠性的银基微晶合金等。特种微晶轴承材料不仅填补了减摩材料国内的空白,而且从材料的单项性能方面保持了与世界微晶合金技术的同步发展。
2009年,中科院沈阳金属研究所、沈阳铸造研究所、沈阳理工大学等微纳米技术应用研究领域的专家们,开展产学研联合攻关;研发出一整套微合金化处理及低温急冷等联合熔铸工艺技术(俗称三次熔炼工艺法),实现了锌基微晶合金的制备;目前已有四种锌基微晶合金材料在国内已经实现了批量生产,其中包括具有超低减摩系数的微晶锌基合金LZA3805,具有较大PV值特性的微晶锌基合金LZA4008,具有超耐磨特性的微晶锌基合金LZA4205,具有良好抗冲击特性的微晶锌基合金LZA4510等。
锌基微晶合金可以满足单项性能特殊要求的特性,是区别于传统普通减摩合金的重要标志,为装备制造业实现减摩材料的定制化生产,满足了设备制造的个性化需求,为实现装备制造的高效率、高精度、高可靠性、低成本等方面提供了有力的保障。
2010年,采用锌基微晶合金制造的轴瓦、轴套、蜗轮、滑板、丝母等系列减摩产品,已经成功地在锻压设备制造行业、数控机床制造行业、减变速机制造行业、重型矿山设备制造行业、工程机械制造行业中得到了应用。
锌基微晶合金产品以其高可靠性及稳定性成功替代传统减摩合金和新型减摩合金产品,取得了良好的社会效益和巨大的经济效益,标志我国锌基合金的发展进入了"微晶合金"时代!