焊缝定位焊缝文献

 焊缝超声波探伤(第三节焊缝超声波探伤定位)
焊缝超声波探伤(第三节焊缝超声波探伤定位)
焊缝超声波探伤(第三节焊缝超声波探伤定位)
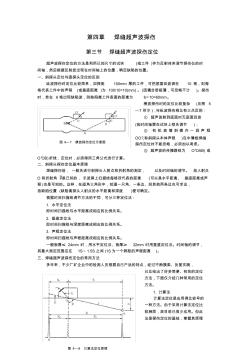
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
 阀门接管焊缝缺陷定位技术研究
阀门接管焊缝缺陷定位技术研究
阀门接管焊缝缺陷定位技术研究
以某工程用的不锈钢阀为例 ,论述了特殊材料的复杂形状工件缺陷定位的意义、定位的理论依据、实施的过程 ,以及具体的作法 ,得出了相应的结论。可供在工程实践中 ,遇到同类问题时借鉴