焊接构件振动时效工艺参数选择及技术要求文献

 焊接工艺参数
焊接工艺参数
焊接工艺参数
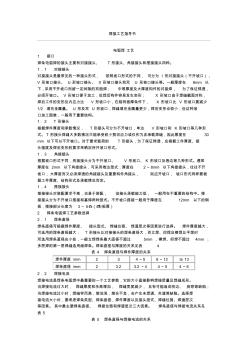
焊接工艺指导书 电弧焊 工艺 1 接口 焊条电弧焊的接头主要有对接接头、 T 形接头、角接接头和搭接接头四种。 1.1 对接接头 对接接头是最常见的一种接头形式, 按照坡口形式的不同, 可分为 I 形对接接头(不开坡口)、 V 形坡口接头、 U 形坡口接头、 X 形坡口接头和双 U 形坡口接头等。一般厚度在 6mm 以 下,采用不开坡口而留一定间隙的双面焊; 中等厚度及大厚度构件的对接焊, 为了保证焊透, 必须开坡口。 V 形坡口便于加工,但焊后构件容易发生变形; X 形坡口由于焊缝截面对称, 焊后工件的变形及内应力比 V 形坡口小,在相同板厚条件下, X 形坡口比 V 形坡口要减少 1/2 填充金属量。 U 形及双 U 形坡口,焊缝填充金属量更少,焊后变形也很小,但这种坡 口加工困难,一般用于重要结构。 1.2 T 形接头 根据焊件厚度和承载情况, T 形接头可分为不开坡口,单边 V 形
 常用焊接工艺参数规范
常用焊接工艺参数规范
常用焊接工艺参数规范
********* 有限公司 ****** 09-2015 常用焊接工艺参数规范 编制: ________________ 日期: _______________ 校对: ________________ 日期: _______________ 审核: ________________ 日期: _______________ 批准: ________________ 日期: _______________ 一、目的 为了方便车间在焊接操作过程中能快速查阅相关焊接工艺参数, 特整理了本公司常用 的焊接工艺参数。 二、内容 2.1. 表 1归纳了本公司常用电弧焊用的焊接工艺参数, 未在本表内的焊接工艺参数请 查阅《焊接作业指导书(手工电弧焊) 》 。 表 1常用焊条电弧焊用的焊接工艺参数参考表 焊缝空 间位置 焊缝断面图 焊件厚度 或焊脚尺 寸 /mm 第一层焊缝 以后各层