焊接接头无损检测
- 《焊接接头无损检测》是2013年中国石化出版社出版的图书,作者是宋天民。
-

选择特殊符号
选择搜索类型
请输入搜索
第1章焊接接头无损检测基础
1.1焊接与焊接过程
1.1.1焊接
1.1.2焊接过程
1.2焊接接头
1.2.1焊接接头的类型
1.2.2焊接接头的组成
1.2.3焊接接头的特点
1.3焊接接头的组织
1.3.1焊接接头的宏观组织
1.3.2焊接接头的微观组织
1.3.3典型材料的焊接接头组织
1.4焊接接头坡口形式
1.4.1无坡口接头
1.4.2坡口接头
1.4.3其他形式接头
1.5熔焊接头缺陷
1.5.1熔合不良
1.5.2裂纹
1.5.3气孔
1.5.4夹杂物
1.5.5成形不良
第2章焊接接头射线检测
2.1射线检测原理
2.1.1射线检测原理
2.1.2射线检测特点
2.2射线检测工艺
2.2.1射线检测工艺四要素
2.2.2工艺参数的选择
2.2.3射线检测通用工艺规程和工艺卡
2.2.4焊缝射线检测操作
2.3焊接接头缺陷识别
2.3.1伪缺陷的识别
2.3.2衍射斑纹
2.4射线检测应用
2.4.1平板焊缝
2.4.2环焊缝
2.4.3小直径管对接焊缝
2.4.4管子与管板角接焊缝
2.4.5球罐焊缝
第3章焊接接头超声检测
3.1超声检测原理
3.1.1超声波
3.1.2超声检测原理
3.2超声检测设备
3.2.1超声检测仪
3.2.2超声换能器
3.2.3耦合剂
3.2.4试块
3.3超声检测工艺
3.3.1超声检测技术等级
3.3.2检测方法和检测条件
3.3.3标准试块
3。3.4超声检测仪扫描速度的调节
3.3.5距离一波幅曲线和灵敏度选择
3.3.6传输修正
3.3.7扫查方式
3.3.8扫查速度和扫查间距
3.3.9缺陷的评定和质量分级
3.4缺陷与非缺陷回波分析
3.4.1缺陷波形
3.4.2缺陷类型识别
3.4.3非缺陷回波
3.5超声检测通用工艺规程和工艺卡
3.5.1超声检测通用工艺规程
3.5.2超声检测工艺卡
3.5.3特种设备超声检测工艺卡编制举例
3.6超声检测应用
3.6.1 焊接接头超声检测
3.6.2典型焊接接头的超声检测
3.6.3特种材料焊接的超声检测
3.6.4在用承压设备的超声检测
第4章焊接接头磁粉检测
4.1磁粉检测原理
4.1.1磁粉检测原理
4.1.2磁化方法
4.1.3各种磁化方法比较
4.2磁粉检测操作
4.2.1磁粉检测工艺流程
4.2.2工件预处理
4.2.3磁化方法
4.2.4磁化操作
4.2.5磁痕观察、评定与记录
4.2.6退磁
4.2.7后处理
4.2.8实际操作
4.3缺陷与非缺陷磁痕显示
4.3.1伪显示
4.3.2非相关显示
4.3.3相关显示
4.3.4缺陷磁痕评定
4.4磁粉检测通用工艺规程和工艺卡
4.4.1磁粉检测通用工艺规程
4.4.2磁粉检测工艺卡
4.4.3磁粉检测工艺卡编制举例
4.5磁粉检测应用
4.5.1焊接件磁粉检测
4.5.2检测方法选择
4.5.3焊接件检测实例
第5章焊接接头渗透检测
5.1渗透检测原理
5.1.1渗透检测原理
5.1.2渗透检测方法分类
5.1.3渗透检测的操作步骤
5.1.4渗透检测质量
5.1.5渗透检测特点
5.1.6表面缺陷无损检测方法比较
5.2渗透检测方法
5.2.1水洗型渗透检测法
5.2.2后乳化型渗透检测法
5.2.3溶剂去除型渗透检测法
5.2.4其他渗透检测方法
5.2.5渗透检测方法的选用
5.3渗透检测操作
5.3.1预清洗
5.3.2渗透
5.3.3去除
5.3.4干燥
5.3.5显像
5.3.6检验
5.3.7渗透检测操作程序图解
5.4渗透检测设备
5.4.1便携式设备
5.4.2固定式设备
5.5渗透检测评定
5.5.1显示的解释和分类
5.5.2常见缺陷的显示
5.5.3焊缝常见缺陷的显示特征
5.5.4缺陷等级评定
5.5.5缺陷的记录
5.5.6渗透检测报告
5.6渗透检测通用工艺规程和工艺卡
5.6.1渗透检测通用工艺规程
5.6.2渗透检测工艺卡
5.6.3渗透检测工艺卡编制举例
5.7渗透检测应用
5.7.1焊接接头的渗透检测
5.7.2坡口的渗透检测
5.7.3焊接过程中的渗透检测
第6章焊接接头无损检测新技术
6.1声发射检测
6.1.1声发射检测原理
6.1.2声发射检测系统
6.1.3声发射检测应用
6.2磁记忆检测
6.2.1磁记忆检测原理
6.2.2磁记忆检测特点
6.2.3磁记忆检测设备
6.2.4磁记忆检测应用
6.3红外检测
6.3.1红外检测原理
6.3.2红外检测仪器
6.3.3红外检测应用
6.4超声TOFD检测
6.4.1TOFD检测原理
6.4.2TOFD缺陷检测
6.4.3TOFD检测工艺
6.4.4TOFD检测应用
6.5超声相控阵检测
6.5.1相控阵检测原理
6.5.2相控阵检测工艺
5.5.3相控阵检测设备
6.5.4相控阵检测应用
参考文献
《焊接接头无损检测》可作为无损检测工程技术人员系统培训教材,也可作为普通高等院校材料成型专业及相关专业教材,还可作为无损检测研究人员、焊接技术人员及广大无损检测工作者的参考书。《焊接接头无损检测》针对工程上实用的可对焊接接头进行无损检测的射线、超声、磁粉、渗透等常规检测技术和声发射、磁记忆、红外线、超声TOFD、超声相控针等无损检测新技术,系统地介绍了各种检测技术的原理、设备、工艺、操作及应用。《焊接接头无损检测》内容紧密结合实际,突出应用,具有实用性强、可操作性好的特点。《焊接接头无损检测》可作为无损检测工程检测技术人员系统培训教材,也可作为普通高等院校教材成型专业及相关专业教材,还可作为无损检测研究人员、焊接技术人员及广大无损检测工作者的参考书。
不破坏焊缝的情况下,进行对焊缝的缺陷检测,常用有超声波探伤,X射线探伤,打压试漏,煤油试漏等
钢筋在混凝土构件中主要是承受拉力,钢筋接头是钢筋承受拉力时的薄弱环节,钢筋的接头应设置在构件受力较小处。 (1)单跨梁板的纵向受力筋接头不宜设在跨中1/2范围内; (2)连续梁板的纵向受力筋接头,上部...
一、无损检测以及无损检测的比例选择要依据设计图纸中的要求进行。二、钢结构焊接的主要注意事项有:1、焊接前将焊缝附近杂物、药皮等清理彻底后再进行焊接,以保证焊接质量。 在焊缝周围涂抹防飞溅液,不得在焊缝...

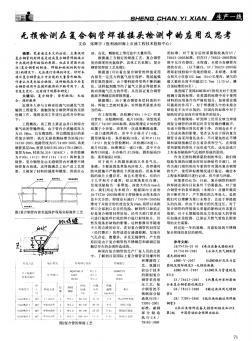 无损检测在复合钢管焊接接头检测中的应用及思考
无损检测在复合钢管焊接接头检测中的应用及思考
无损检测在复合钢管焊接接头检测中的应用及思考
无损检测在复合钢管焊接接头检测中的应用及思考
 无损检测在复合钢管焊接接头检测中的应用及思考
无损检测在复合钢管焊接接头检测中的应用及思考
无损检测在复合钢管焊接接头检测中的应用及思考
笔者通过本文的论述:主要说明复合钢管的封焊层是造成复合钢管焊接接头中出现的条形缺陷的原因,但在目前国内标准(复合钢管的制造、焊接和检测的执行标准)的情况下,无法进行准确的评定,针对本项目复合钢管底片中出现的大量条形缺陷,作者认为是未熔合缺陷,这种缺陷在今后复合钢管使用中在循环载荷的不断作用下,是否发生变化,还有待于观察和研究!