焊接能手绝技约活精粹
本书对每篇相关类技能技法的操作要点、使用条件和影响因素进行了归纳,使读者既掌握每类绝技绝活的共同特点,也掌握绝技绝活在不同现场条件下的具体应用。
-
选择特殊符号
选择搜索类型
请输入搜索
本书对每篇相关类技能技法的操作要点、使用条件和影响因素进行了归纳,使读者既掌握每类绝技绝活的共同特点,也掌握绝技绝活在不同现场条件下的具体应用。
第1篇黑色金属焊条电弧焊和手工钨极氩弧焊操作技法
第1章焊条电弧焊基本操作
第2章手工钨极氩弧焊基本操作
第3章焊条电弧焊操作影响因素
第4章操作技法实例
1-1锅炉受热面排管镜面焊
1-2内填丝手工钨极氩弧焊操作技法
1-3水平固定密排管手工TIG打底层焊接操作技法
1-4压力管道的TIG摇摆焊
1-5板对接仰焊单面焊双面成形操作技法
1-6纤维素焊条向下立焊操作要点
1-7骑坐式管板垂直和水平固定焊接操作技法
1-8SA335P91钢焊接操作技法
1-9P91钢大径管水平固定焊接操作方法
1-10换热器内凹式管头的焊接
1-11凝汽器不锈钢管板手工钨极氩弧焊操作技法
1-12细径薄壁不锈钢管的氩弧焊焊接
1-13不锈钢复合钢板的焊接要点与技巧
1-14GMAW实心焊丝焊接1Cr18Ni9Ti板的操作要点
1-15焊接缺陷试样的制备
1-16被磁化管道的焊接
第2篇黑色金属熔化极气体保护焊操作技法
第1章CO2气体保护焊操作技法
第2章熔化极惰性气体保护焊操作技法
第3章操作技法实例
2-1实心焊丝CO2垂直固定焊未熔合的产生原因及处理
2-2不锈钢板药芯焊丝CO2气保焊对接立焊操作技法
2-3GMAW/GTAW焊接保护气体的选择
2-4薄板对接高速自动焊的改进及其在集装箱制造中的应用
2-5铁素体不锈钢的脉冲电流熔化极气体保护焊
2-6弧焊机器人高速焊接工艺的改进
2-7焊接机械手在异形梁上的应用
第3篇有色金属焊接操作技法
第1章铝及铝合金熔化焊接操作技法
第2章镁及镁合金的熔化焊接
第3章铜及铜合金的焊接
第4章操作技法实例
3-1铝及铝合金水平固定管焊接操作技法
3-2铝合金车体门角的焊接难点及解决方法
3-3交流TIG双人双枪共熔池对弧焊接铝及铝合金
3-4铝合金车体支座塞块焊接裂纹的消除
3-5自行车AZ61A镁合金的TIG焊
3-6工业纯钛管道的焊接和返修工艺及操作技法
3-7电站烟囱内筒钛-钢复合板的焊接
3-8锆材的焊接技术与操作技法
3-9焊机并联焊接大截面金属镍棒
3-10镀层板材的MIG电弧钎焊
第4篇焊接带压堵漏技法
第1章分段逆向焊接法堵漏
第2章引流焊接法堵漏
第3章带压焊接堵漏安全注意事项
第4章焊接带压堵漏实例
4-1焊接堵漏方法的选择和应用
4-2中径水管横向断裂焊接带压堵漏
4-3易燃易爆介质泄漏的焊接堵漏实例
4-4变压器油箱的带压堵漏
第5篇焊接修复技术
第1章焊条电弧焊修复
第2章气焊修复
第3章埋弧堆焊修复
第4章金属喷涂修复
第5章修复方法的比较与选择
第6章焊接修复实例
5-1用"焊垄条刮研法"修复铸铁膛孔
5-2加热减应补焊法及实例
5-3铸铁铸钢件冷焊焊接防裂技巧
5-4用低氢型普通低合金钢焊条冷焊铸铁
5-5维修专用焊条在高铬铸铁叶轮补焊中的应用
5-6电站加热器管束泄漏的修复
5-7汽轮机叶片的焊接
5-8液压缸体裂纹的焊接修复
5-9轴瓦的气焊修复
5-10电厂轴瓦磨损后的补焊
5-11大型立车主轴与托盘的不预热焊接
5-12电弧切割混凝土操作工艺
5-13电厂汽轮机高压螺栓取出办法
5-14钢结构变形的火焰矫正
本书在强调传承焊接绝技绝活的同时,更强调其实用性,使其更具有现实的工程价值和指导作用。本书可供能源、化工、机械、船舶、建筑等行业焊接初、中、高级操作者、焊接技术人员阅读,也可供相关专业的工人、技术人员及大中专师生参考。本书以实例的形式介绍了一些解决焊接生产难题的"绝技绝活",包括黑色金属和有色金属焊条电弧焊、手工钨极氩弧焊、熔化极气体保护焊等的新颖、独特而又非常实用的操作方法、技能关键,特殊情况下焊接技能技法针对现场具体情况的灵活应用,如不同条件下焊接带压堵漏、不同材料不同结构焊接修复时的技能诀窍、特殊工艺。为了使读者掌握每类绝技绝活的基本特点,每篇开始对各类绝技绝活的基础与要点进行了概括。
本书作者均为企业生产线的焊接工人、技术人员,他们大部分为各级政府或企业的技术能手、劳动模范。"绝技绝活"均为作者们长期焊接实践中积累的经验和技巧,实例也均来自于工程实际,因此本书对学习焊接技能、解决现场焊接问题都具有很强的指导作用与借鉴价值。
本书可供能源、化工、机械、船舶、建筑等行业焊接初、中、高级操作者、焊接技术人员阅读,也可供相关专业的工人、技术人员及大中专师生参考。
铝合金的焊接可以选用四种方式:直流氩弧焊反接,直流氩弧焊正接,交流氩弧焊,数字化气保焊机。其中,直流氩弧焊反接仅用于1~2个厚的板、小电流焊接,如果电流增大,钨针烧损很快,焊缝会夹钨变脆。直流氩弧焊正...
用细钨针,小陶瓷嘴,小电流,低脉冲,小占空比除此之外,就是你技术的问题了,等分角,向后倾斜75°走,添丝融焊,等方法,手不要抖,可以竖起小拇指固定,

 中国焊接博览会第三届全国焊接劳模、技术能手精英演示会通知
中国焊接博览会第三届全国焊接劳模、技术能手精英演示会通知
中国焊接博览会第三届全国焊接劳模、技术能手精英演示会通知
第十九届中国焊接博览会即将以宏大的规模,于2005年4月13~16日在东北工业重镇沈阳市举办。为丰富展会活动内容,吸引更多的用户观众,推广焊接新技术、新设备、新材料,向与会焊接工作者展示当今国内一流焊接能手的精湛焊接技艺,中国焊接博览会组委会与中国职工焊接技术协会技术及培训工作委员会共同举办“第三届全国焊接劳模、技术能手精英演示会”。
 图示焊接
图示焊接
图示焊接
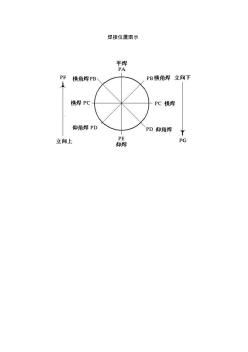
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使
《焊接技术能手绝技绝活》以实例的形式介绍了一些解决焊接生产难题的“绝技绝活”,包括黑色金属、有色金属新颖、独特而又非常实用的操作技法,熔化极气体保护焊的操作技法和应注意的一些问题,不同情况下焊接带压堵漏的操作、工艺和技术要点,焊接接头焊后热处理方法,铸铁、铸钢件等焊接修复的工艺、操作方法等。每个“绝技绝活”后附有专家点评,希望从另一个角度对技能技巧进行总结、升华,起到举一反三的作用。《焊接技术能手绝技绝活》作者均为生产一线的工人、技术人员,大部分为各级政府或企业的技术能手、劳动模范。“绝技绝活”均为作者们经过长期焊接实践积累的经验和技巧,实用性很强。
《焊接技术能手绝技绝活》可供电力、化工、机械、船舶、建筑等行业焊接初、中、高级操作者、焊接技术人员阅读,也可供相关专业的工人、技术人员及大中专在校师生参考。
第1篇 黑色金属焊接操作技法
1-1 锅炉受热面排管镜面焊2
1-2 内填丝手工钨极氩弧焊操作技法8
1-3 水平固定密排管手工TIG打底层焊接操作技法11
1-4 压力管道的TIG摇摆焊15
1-5 板对接仰焊单面焊双面成形操作技法19
1-6 纤维素焊条向下立焊工艺要点24
1-7 “下向焊”在高压输送管道焊接中的应用27
1-8 SA213T91钢焊接操作技法32
1-9 A335 P91钢焊接工艺与操作技法38
1-10 P91钢大径管水平固定焊接操作方法44
1-11 铁素体不锈钢的脉冲电流熔化极气体保护焊47
1-12 GMAW实心焊丝焊接1Cr18Ni9Ti板的操作要点50
1-13 电站凝汽器不锈钢管板手工钨极氩弧焊操作技法54
1-14 X12CrNiSi1636奥氏体耐热钢焊接新工艺60
1-15 细径薄壁不锈钢管的氩弧焊焊接64
1-16 换热器内凹式管头的焊接66
1-17 球形储罐16MnR 0Cr18Ni9不锈复合钢板的焊接71
1-18 不锈钢复合钢板的焊接要点与技巧78
1-19 煤矿瓦斯监测探头的陶瓷与不锈钢焊接84
1-20 高合金小径管焊缝背面充氩保护工艺改进87
1-21 电弧切割混凝土操作工艺90
1-22 用堆焊法巧取断螺栓92
1-23 电厂汽轮机高压螺栓取出办法94
1-24 焊接缺陷试样的制备96
1-25 被磁化管道的焊接100
1-26 焊工几个实用的小技巧103
1-27 弧焊机器人高速焊接工艺的改进105
1-28 焊接机械手在异形梁焊接上的应用108
1-29 弧焊设备中“推力电流”旋钮和“防触电开关”的正确使用111
1-30 时代公司新型数字化焊机的应用113
第2篇 有色金属焊接操作技法
2-1 铝及铝合金现场安装焊缝焊接气孔的消除方法126
2-2 铝合金车体门角的焊接难点及解决方法140
2-3 铝及铝合金脉冲MIG焊144
2-4 交流TIG双人双枪共熔池对弧焊接铝及铝合金148
2-5 铝及铝合金水平固定管焊接操作技法151
2-6 铝合金车体支座塞块焊接裂纹的消除154
2-7 钛及钛合金管的“断弧法”操作技法157
2-8 工业纯钛管道的焊接和返修工艺及操作技法160
2-9 电站烟囱内筒钛钢复合板的焊接166
2-10 紫铜管的手工钨极氩弧焊169
2-11 锆材的焊接技术与操作技法172
2-12 自行车用AZ61A镁合金的TIG焊181
2-13 焊机并联焊接大截面金属镍棒186
2-14 镀层板材的MIG电弧钎焊189
第3篇 熔化极气体保护焊焊接技法
3-1 熔化极气体保护焊优越性的综合比较分析194
3-2 CO2/MAG焊接管道时的设备选择和操作技法199
3-3 改进的CO2/MAG焊接方法在锅炉压力容器上的应用202
3-4 GMAW/GTAW焊接保护气体的选择205
3-5 薄板对接高速自动焊的改进及其在集装箱制造中的应用208
3-6 实心焊丝CO2垂直固定焊未熔合的产生原因及处理211
3-7 不锈钢板药芯焊丝CO2气体保护焊对接立焊操作技法214
第4篇 焊接带压堵漏技法
4-1 219mm上水管道横向断裂带压堵漏220
4-2 几种焊接堵漏方法225
4-3 带压焊接的实践与应用228
4-4 变压器油箱的带压堵漏233
4-5 管道的焊接带压堵漏239
第5篇 焊接接头焊后热处理技法
5-1 新型电磁感应加热方法在焊接热处理中的应用246
5-2 热再热蒸汽管耳轴的焊接热处理258
5-3 大径厚壁P91钢焊接接头焊接热处理264
5-4 管道异形构件连接焊缝焊后热处理270
第6篇 焊接修复技法
6-1 用“焊垄条刮研法”修复铸铁膛孔282
6-2 加热减应补焊法284
6-3 锅炉高过联箱管座裂纹修复289
6-4 汽轮机叶片的焊接291
6-5 汽轮机缸体40CrMoV偏心销堆焊修复295
6-6 TIG焊修复9Cr2Mo大型支承辊表面损伤299
6-7 维修专用焊条在高铬铸铁叶轮补焊中的应用302
6-8 吸风机叶轮热喷涂后出现大面积裂纹补焊工艺306
6-9 电弧喷涂技术在变电站接地网防腐中的应用310
6-10 风机叶轮补焊及喷涂修复312
6-11 大型立车主轴与托盘的不预热焊接315
一个强盛的民族、伟大的国家,需要强大的科技、强大的工业支撑;一个强大的科技、强大的工业,离不开先进的装备与技术,离不开优秀的人才及一大批掌控先进装备的精英和技术能手。我国是当今世界迅速崛起的发展中国家,现代工业建设的持续发展,急需大量有知识又有高超实际操作能力的复合型技能人才,焊工更是如此。随着制造业学科交叉、综合化,柔性、集成化,智能、数字化,精密、微型化,高效、清洁化的发展总趋势,焊接在及时吸收了主流学科之精华的同时,已经从一门应用学科,发展成为一门先进的制造技术,其在国民经济建设中的显赫作为和丰实贡献,令世人瞩目;焊接工作者在献身焊接事业中亦创造出无数令人叹服的绝技绝活。为尽快培养和提高焊工的综合技能水平,全国总工会等部委自1987年起至今已举办过四届全国焊工技术比赛和两届全国职工职业技能大赛焊工比赛;期间,相关协会和行业也举办过多届焊工比赛,造就了数以百计的全国技术能手,培养出一大批高技能人才。为弘扬和推广他们的高超技艺,自2003年起作为中国焊接博览会的配套活动之一,焊接博览会组委会与相关协会一道分别在武汉、东莞、沈阳、上海和青岛连续举办过五届“全国焊接劳模、技术能手精英演示会”,陈刚、张军、马晓东、郭伟、周海涛等全国焊工状元与其他技术能手共30余人次应邀参加了演示会,使当地数万名焊工亲眼目睹了焊接精英们的经典绝技和绝活。早在1991年中国职工焊接协会原技艺委员会在信阳和1992年在锦西分别举办过“焊接技艺”和“铸铁焊接一绝”培训班。与此同时,借推介焊接新技术、新设备之机,还专程拜访了“三顶压焊”、“水泥切割”和“铸铁焊补大王林振胜”等高人和前辈……凡此种种,均旨在挖掘、推广焊接技艺中的绝技绝活,为广大焊工提供一个腾飞、跨越的平台。“绝技绝活”是指或新颖实用、或独特实用、或还没被大多数焊工掌握的技能技巧,它们均具有广阔的应用范围和应用前景。我国拥有百余万名焊工,号称焊接大国。能用高超的焊接技能或技术解决焊接实际难题并创造奇迹的人虽数以万计,但焊工作为焊接工程的主角,在焊接已经渗透到制造业的各个领域,并直接影响到制品的质量、可靠性和寿命以及生产成本、效率和市场反应速度的今天,仍显人才匮乏和跟不上发展的需求。为此,湖北省职工焊接技术协会和化学工业出版社凭借着热情和智慧独辟蹊径推出该书,旨在携手推进我国焊接技能的跨越发展。本书共收录了71篇文章。这71项“绝活”均由钢铁冶金、水利电力、石油化工、机械电子、交通运输和煤炭等行业的96人次共同整理并经实践演绎升华而完成。他们中获全国特级劳模、劳模和技术能手者有19人次;获省级劳模和技术能手者有29人次。从而,铸就了该书实用、精练的特点。由于编者水平有限,书中难免有不妥之处,恳请读者批评指正。2100433B