花蓝式压片机
- 花篮式连续自动压片机,它是化工、食品、电子等工业部门处理颗粒原料压制成片或冲剂的必须设备之一,它适用于小批量生产、实验室、医院等部门压制药片、触媒、糖片、钙片、咖啡片、粉末冶金、电子元件和各种异形、环形片剂,并可压制双面刻有商标、文字及简单图形的片机。
-

选择特殊符号
选择搜索类型
请输入搜索
整机可用钢丝绳串入顶部吊运,也可用铲车搬运,机器就位前应整机校平。
电缆规格与电机功率,电压和电流相适应。电缆通过总开关经电线管或插座插头用软电缆连接;电缆通过机座后的出线圈进入电气箱。
电动机的转向应与指示标牌一致(即从电动机上带轮外端看为逆时针方向旋转),校对转向前应将三角皮带拆下,校对后装上三角皮带,再通过顺点运按钮确认转向的正确性。
首先切断机器上的电源,拆下料斗44,加料器57和中模台板19,将中模台板的模孔,上下冲杆孔和冲模揩擦干净,然后按照以下步骤进行。
(1)首先将下冲钉插入下冲杆21的孔内,插足至根部,然后对准机身的缺口拧紧螺钉59;
(2)将上冲钉装入上冲杆16孔内,插足至根部,拧紧紧固螺钉
(3)将中模装入中模台板19孔内,注意中模的端面须低于台板平面0~0.05mm,紧固两边的紧定螺钉42。
(4)将中模台板装上机身,套入下冲,转动大皮带轮32,使上冲进入中模孔内,应间隙均匀,上下灵活,无干涉和硬摩擦现象,再固紧中模台板与机身的固定螺栓
(5)装上加料器等被拆下的零件。
拧松充填调节螺母两侧的紧定螺钉,螺母放置下降即可增加充填深度,调整后必须拧紧紧固螺钉,注意充填深度不得超过45mm。
与上冲杆相连接的偏心壳体05上的偏心套35,装有标尺,其数值表示上冲进入中模的深度。调整进先拧松偏心壳体05上面的紧固螺栓,通过锥形齿轮带动偏心套35即可调整片厚,调整后须把螺栓螺母拧紧,防止松动。
转动带轮(顺转),使下冲升到最高位置,拧松出片调节螺母两侧螺钉,旋转出片调节螺母,使下冲上端面与中模端面平齐,调整后,固紧两侧螺钉。
转动带轮使下冲上端面上升到最高(与中模相平)时,调节活络接头(调前应先松螺母),使加料器前端面靠近下冲外径边缘坚固螺母,再转动带轮(必须顺转)使加料器进退运动几次仍符合要求。
转动带轮使下冲下降最低位置,即是充填调节螺母靠紧机身,调节上下螺母,使下冲杠杆的半园头贴紧充填调节螺母上端面,并紧上下螺母即可。
整机可用钢丝绳串入顶部吊运,也可用铲车搬运,机器就位前应整机校平。
电缆规格与电机功率,电压和电流相适应。电缆通过总开关经电线管或插座插头用软电缆连接;电缆通过机座后的出线圈进入电气箱。
电动机的转向应与指示标牌一致(即从电动机上带轮外端看为逆时针方向旋转),校对转向前应将三角皮带拆下,校对后装上三角皮带,再通过顺点运按钮确认转向的正确性。
首先切断机器上的电源,拆下料斗44,加料器57和中模台板19,将中模台板的模孔,上下冲杆孔和冲模揩擦干净,然后按照以下步骤进行。
(1)首先将下冲钉插入下冲杆21的孔内,插足至根部,然后对准机身的缺口拧紧螺钉59;
(2)将上冲钉装入上冲杆16孔内,插足至根部,拧紧紧固螺钉
(3)将中模装入中模台板19孔内,注意中模的端面须低于台板平面0~0.05mm,紧固两边的紧定螺钉42。
(4)将中模台板装上机身,套入下冲,转动大皮带轮32,使上冲进入中模孔内,应间隙均匀,上下灵活,无干涉和硬摩擦现象,再固紧中模台板与机身的固定螺栓
(5)装上加料器等被拆下的零件。
拧松充填调节螺母两侧的紧定螺钉,螺母放置下降即可增加充填深度,调整后必须拧紧紧固螺钉,注意充填深度不得超过45mm。
与上冲杆相连接的偏心壳体05上的偏心套35,装有标尺,其数值表示上冲进入中模的深度。调整进先拧松偏心壳体05上面的紧固螺栓,通过锥形齿轮带动偏心套35即可调整片厚,调整后须把螺栓螺母拧紧,防止松动。
转动带轮(顺转),使下冲升到最高位置,拧松出片调节螺母两侧螺钉,旋转出片调节螺母,使下冲上端面与中模端面平齐,调整后,固紧两侧螺钉。
转动带轮使下冲上端面上升到最高(与中模相平)时,调节活络接头(调前应先松螺母),使加料器前端面靠近下冲外径边缘坚固螺母,再转动带轮(必须顺转)使加料器进退运动几次仍符合要求。
转动带轮使下冲下降最低位置,即是充填调节螺母靠紧机身,调节上下螺母,使下冲杠杆的半园头贴紧充填调节螺母上端面,并紧上下螺母即可。
◆最大压力: 40kn
◆最大直径: 35mm
◆最大深度: 25mm,
◆环形外径: 22mm
◆环形孔径: 5-10mm
◆环形深度: 25mm
◆产 量: 3450片/h
◆功 率: 380v/1.1kw
◆外型尺寸: 685×565×1610mm
◆重 量: 520kg
一、主要用途与适用范围
本机属于一种中型花篮式压片机,适用于制药、化工、食品、电子、燃料等工业把颗粒状原料压制成片状或块状制剂。
本机能压制各种圆形、环形、异形片剂,还能压制双面刻有商标、文字和简单图形的片剂。
本机不适用于半固体,潮湿粉子和粉末的压制。
二、花蓝式压片机结构特征
本机由YD系列三相异步通过三角皮带和一级园柱齿轮,带动主轴旋转,主轴上装有三种凸轮机构的作用,边疆完成填充、压制、出片三个工艺程序;每个程序均可调节,以满足技术参数的要求。

单冲压片机和旋转式压片机 最主要在于 单冲的压片机只有一副冲,旋转式压片机有多副冲模具。 相应的产能就不一样了
从物料的成型性、成型时间、出料位置等几个方面考虑
压片机:将各种颗粒状原料压制成圆片,适用于实验室试制或小批量生产各种药片、糖片、钙片、异型片等。连续压片的机器,机上装一付冲模,物料的充填深度,压片厚度均可调节。高速旋转式压片机产量高、压力大且预压连...
◆最大压力: 40kn
◆最大直径: 35mm
◆最大深度: 25mm,
◆环形外径: 22mm
◆环形孔径: 5-10mm
◆环形深度: 25mm
◆产 量: 3450片/h
◆功 率: 380v/1.1kw
◆外型尺寸: 685×565×1610mm
◆重 量: 520kg
一、主要用途与适用范围
本机属于一种中型花篮式压片机,适用于制药、化工、食品、电子、燃料等工业把颗粒状原料压制成片状或块状制剂。
本机能压制各种圆形、环形、异形片剂,还能压制双面刻有商标、文字和简单图形的片剂。
本机不适用于半固体,潮湿粉子和粉末的压制。
二、花蓝式压片机结构特征
本机由YD系列三相异步通过三角皮带和一级园柱齿轮,带动主轴旋转,主轴上装有三种凸轮机构的作用,边疆完成填充、压制、出片三个工艺程序;每个程序均可调节,以满足技术参数的要求。
1、机器使用前须检查冲模是否有缺边、裂缝、变形等质量问题,检查机器各装置是否完好。
2、检查颗粒原粒是否符合要求,颗粒中的细粉含量不宜超过10%,以免影响机器使用性能及寿命。
3、开车前应用手转动带轮或顺点动按钮试压,确定片剂符合要求,机器运转正常后,方可开机投入生产。
4、机器设有倒车点动按钮,压片时产生叠片或上冲粘冲闷车及校核上冲进模情况进可使用,使用时只允许瞬时点动使机器微量反转,否则会损坏机件。
5、使用中要随时注意机器的运转情况,如有异常声响,即应停机检查,排除故障后再使用。
1、机件上装有油杯,可按油杯的类型,分别注以润滑油或润滑脂。开机前应全部加油一次,生产中可视轴承温升和运转情况添加。
2、定期检查机件是否运转灵活和磨损情况,发现缺陷,应及时修复。
3、一次使用完毕或停产时,应刷清机器各部分的残留粉子;如停用时间较长,须将冲模拆下,并将机器全部擦拭干净,机件光面涂上防锈油。
4、冲模的保养:擦洗清洁,干燥涂上防锈油脂后,放置在合适的容器内,保持洁净,防止磕碰损伤。
1、机器使用前须检查冲模是否有缺边、裂缝、变形等质量问题,检查机器各装置是否完好。
2、检查颗粒原粒是否符合要求,颗粒中的细粉含量不宜超过10%,以免影响机器使用性能及寿命。
3、开车前应用手转动带轮或顺点动按钮试压,确定片剂符合要求,机器运转正常后,方可开机投入生产。
4、机器设有倒车点动按钮,压片时产生叠片或上冲粘冲闷车及校核上冲进模情况进可使用,使用时只允许瞬时点动使机器微量反转,否则会损坏机件。
5、使用中要随时注意机器的运转情况,如有异常声响,即应停机检查,排除故障后再使用。
1、接电源时应注意机器的运转方向,切勿倒转;台免损坏机件。
2、机器调试时,应切断电源,避免引起伤害事故。
3、倒点运按钮只能在卸压或调试观察上冲进模情况时使用,不能随意使用,以免损坏机件造成事故。
4、机器上的防护罩,安全盖等使用前应装妥,不能拆除。
5、冲模应无裂纹、变形、缺边等质量问题,不合格品切勿使用,以免机器损坏和影响片剂质量。
6、调节机件或排除故障,必须停机进行,以免引起人身伤害。
7、加油时,勿使油溢到外面,以免污染物料影响片剂质量。
1、机件上装有油杯,可按油杯的类型,分别注以润滑油或润滑脂。开机前应全部加油一次,生产中可视轴承温升和运转情况添加。
2、定期检查机件是否运转灵活和磨损情况,发现缺陷,应及时修复。
3、一次使用完毕或停产时,应刷清机器各部分的残留粉子;如停用时间较长,须将冲模拆下,并将机器全部擦拭干净,机件光面涂上防锈油。
4、冲模的保养:擦洗清洁,干燥涂上防锈油脂后,放置在合适的容器内,保持洁净,防止磕碰损伤。
1、接电源时应注意机器的运转方向,切勿倒转;台免损坏机件。
2、机器调试时,应切断电源,避免引起伤害事故。
3、倒点运按钮只能在卸压或调试观察上冲进模情况时使用,不能随意使用,以免损坏机件造成事故。
4、机器上的防护罩,安全盖等使用前应装妥,不能拆除。
5、冲模应无裂纹、变形、缺边等质量问题,不合格品切勿使用,以免机器损坏和影响片剂质量。
6、调节机件或排除故障,必须停机进行,以免引起人身伤害。
7、加油时,勿使油溢到外面,以免污染物料影响片剂质量。

 价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
我厂500吨铜系催化剂生产线的关键设备25型压片机冲钉冲模在使用初期故障频繁,消耗高,平均每32小时就要更换一套冲钉冲模,运转率仅为55%,不仅严重影响产品的产量和质量,而且提高了产品成本。改造冲钉冲模,延长其使用寿命,是迫切需要解决的问题。由于影响冲钉冲模可靠性的因素较多,难以入手,故应用价值工程来指导此项改造。一、功能分析首先列出冲钉冲模的全部功能,然后逐个明确功能之间的相互关系,画出功能系统图。
 压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
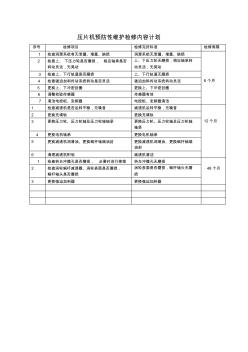
压片机预防性维护检修内容计划 序号 检修项目 检修完好标准 检修周期 1 检查润滑系统有无泄漏、堵塞、缺损 润滑系统无泄漏、堵塞、缺损 6 个月 2 检查上、 下压力轮是否磨损, 相应轴承是否 转动灵活,无晃动 上、下压力轮无磨损,相应轴承转 动灵活,无晃动 3 检查上、下行轨道是否磨损 上、下行轨道无磨损 4 检查强迫加料传动系统转动是否灵活 强迫加料传动系统转动灵活 5 更换上、下冲密封圈 更换上、下冲密封圈 6 调整校验传感器 传感器有效 7 清洁电控柜、变频器 电控柜、变频器清洁 1 检查减速机是否运转平稳,无噪音 减速机运转平稳,无噪音 12个月 2 更换充填轨 更换充填轨 3 更换压力轮、压力轮轴及压力轮轴轴承 更换压力轮、压力轮轴及压力轮轴 轴承 4 更换电机轴承 更换电机轴承 5 更换减速机润滑油、更换蜗杆轴端油封 更换减速机润滑油、更换蜗杆轴端 油封 6 清理减速机积垢