点击了解↑↑
作者:陈永明,谢学兴,管敏超
单位:宁波海天塑机集团有限公司
来源:《金属加工(热加工)》杂志
致谢:感谢德国艾洛特姆公司的卜莹、湖北十堰高周波科工贸有限公司的何中永、海天精工股份有限公司的徐国军等人员在本项目试验过程中提供的大力帮助。
轴杆类零件为了保证其具有良好的综合力学性能,调质处理无疑是一种较理想的处理方式。
调质的方式有多种,采用电阻炉加热方式的传统调质处理是最常见的,但也存在众多弊端。而采用感应加热方式的调质处理在国内不多见,但因其环保、节能性好的优点,在国外已得到了较广泛的应用。电阻炉调质主要有以下缺点:
①保温时间长,氧化脱碳多。
②台车炉加热变形量大。
③劳动强度大,需要操作人员多。
④炉子能耗大。
⑤质量稳定性差。
一、台车炉调质的现实状况
图1为经台车炉调质后的长杆类零件,可明显看到表面大量的花斑状氧化皮。图2可见长杆类零件调质后严重的“S”变形与“麻花”变形。

图1 表面氧化脱碳现象

图2 淬火变形现象
氧化脱碳多不仅造成材料的浪费,更是带来了一系列问题:一方面淬火水槽因为大量的粉末状氧化皮,如图3所示需要定期将水槽中的水抽干清理出氧化皮,氧化皮过多容易导致水泵的堵塞和水流速的减缓,降低淬火效果;另一方面由于材料氧化脱碳,需要在粗加工时增加加工余量,无形之中增加车削环节的工作量。

图3 淬火水槽清理出的部分氧化皮
台车炉调质后拉杆变形的问题更是长期困扰热处理的一大难题。如图2的变形量,校直工人需要对拉杆多点反复进行校直才能达到规定的直线度要求。由于第一次变形量大,有些轴杆零件在第一次校直去应力后,往往会反弹。需要进行二次校直和去应力,浪费大量的人力和物力。图4是2013年6月份,我们在车间实地跟踪记录的长杆类零件调质后变形及去应力次数数据。跟踪的总根数为13根,调质后所有拉杆均需校直,经第一次校直后去应力成功的也只有4根,第二次校直与去应力的达到9根之多。
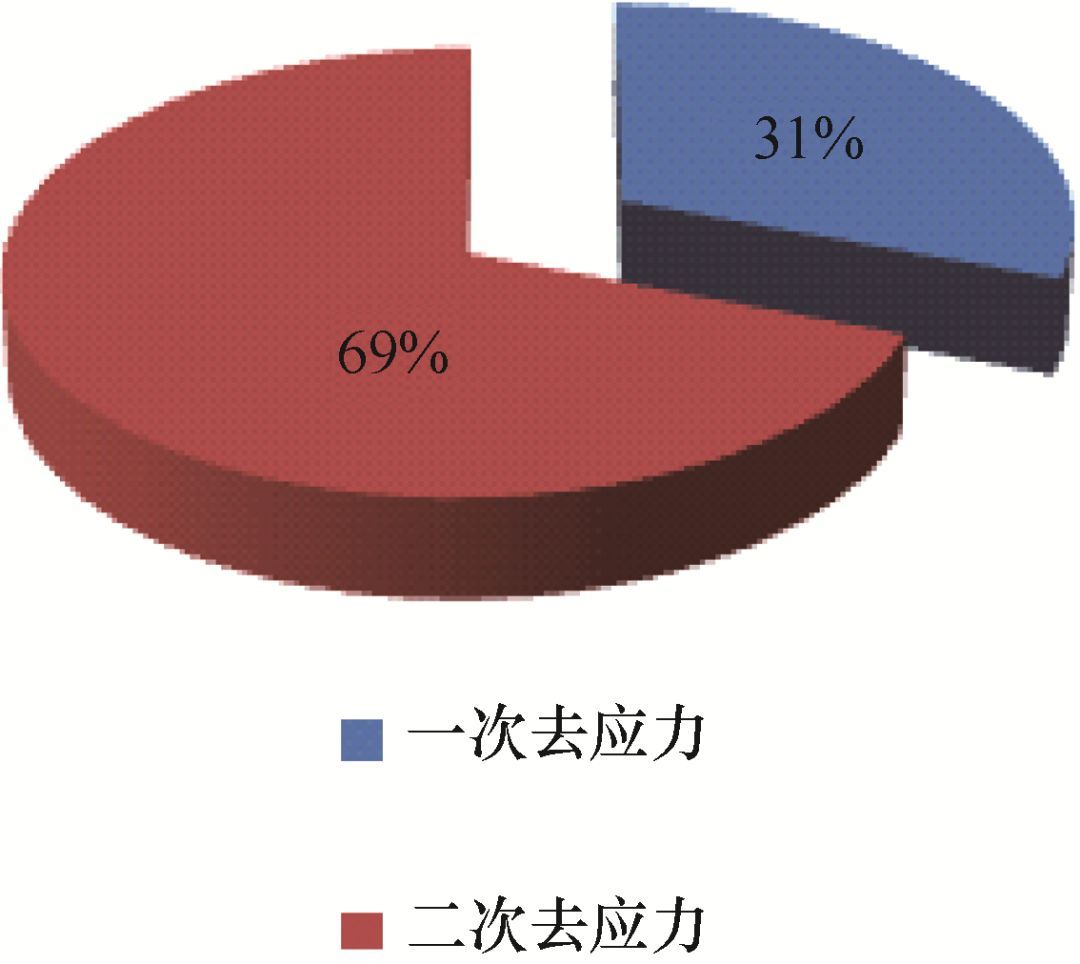
图4 杆类零件变形校直去应力次数比例
虽然经过技术人员不断的努力改进,变形的现象在2013年下半年有较大改观,然而由于受条件限制,在淬火冷却环节发生的不可避免的组织转变不均性和在台车炉加热环节受热的不均性叠加一起,势必造成变形的不可控性,呈无规律分布,难以彻底根除。与此同时,由于台车炉密封性能差,工件在台车炉中加热和保温时间长,氧化脱碳的情况较严重。
为减少氧化脱碳,常用方法是在加热过程中使用保护N2等气氛。但在每月24h×30d的不间断生产情况下,加N2保护气氛会导致成本非常高昂以及实际换气操作的复杂。再加上台车炉需要不断进出炉,导致每次进出炉均需重新加保护气氛,既影响生产效率,又消耗大量N2。
所以我们寻求一种能解决变形和氧化这两大难题的调质处理方法,关注这个行业的最新进展,发现国外有资料介绍应用感应加热技术成功进行实心棒料调质处理的案例,目前最大直径能处理到φ160mm,而国内相关报道较少。
二、感应加热技术应用于调质处理的理论可行性
感应热处理是利用电磁感应的方法使得被加热工件内部产生涡流,依靠这些涡流的能量达到加热目的,再进行保温、冷却的热处理方法。一直以来在表面处理领域被广泛应用。
感应加热的主要依据是:电磁感应、集肤效应和热传导三项基本原理。感应加热时,工件中的电流强度自表面向心部呈指数规律衰减,这也是为什么感应淬火时工件表面瞬间能到达高温,而心部仍然处于低温状态的原因。频率越高,此现象越明显。当加热层深度δ为热态电流透入深度的40%~50%时,加热的总效率最高。零件在热态的透热深度与频率的简化关系式为:
若想实现感应加热调质,那么透热深度需达到轴类件的全截面,即零件全透热,从以上公式明显可看出设备频率需保持较低水平。假如设备无法达到低频率,也可通过反复感应加热来将表面的涡流能量不断向内部渗透并结合热传导原理不断使内部到达高温,但这种方式显然会有较长加热时间以及氧化现象。
因此,设备应优先选择中频机或工(低)频机,只有这样,工件到达奥氏体化温度的时间才会比台车炉加热短很多,减少了氧化脱碳可以节省毛坯加工余量,精简现有的加工方式。
鉴于设备实际频率不可能无限小,当f=100时,δ=50mm。目前国际上已有应用直径200~300mm的大型轴类件的感应加热,但直径越大,对设备的功率、能耗等均提出了很高的要求。倘若选择合适的频率,配备不同电源,感应圈制作成多组线圈式,分段进行加热,工件呈流水线生产,在加热段后面配上环形喷液圈,使得工件可以对称冷却,尽可能使得工件在径向同步冷却。冷却后再配备多组回火感应器,直接进行感应回火。图5是国外一家公司感应调质生产线的示意图。

图5 感应调质生产线
调质生产线的组成,从左到右的布局为:
①上料工位。
②感应加热,奥氏体化。
③喷淋工位。
④感应回火和保温区域。
⑤冷却卸料台。
这是一条在国际上也比较先进的生产线,据获悉在美国、韩国等地已经投入生产使用。
三、试验数据以及力学性能比较
试样材料:42CrMo,尺寸规格:Φ120mm× 500mm。
1.外协厂家的淬火机床试验
感应调质试验首先在外协厂家的淬火机床上展开。图6和图7分别为淬火前和淬火时的照片。设备电源频率20~30kHz,感应器为单圈感应器,且喷水圈和加热圈成一体式,这种感应器结构适合做表面淬火,不太适合做深层加热。在有限的条件情况下,我们尝试做尽最大可能使淬火层变深,选择了非常小的比功率。具体工艺参数如表2。

图 6 淬火前试样

图7 淬火时试样
表1 试验工艺参数
感应器直径/mm |
加热速度/mm·min-1 |
转速/r·min-1 |
电流/A |
电压/V |
频率/kHz |
130 |
50 |
120 |
223 |
294 |
25.86 |
经回火后试样如图8,端面出现了环裂现象,经跟国外先进机床制造公司的工程师沟通,这是感应调质不可避免的现象,感应调质生产线在生产过程中也一直存在这种现象,径向深度在10mm左右轴向深度也是10mm左右。所以,根据实际生产经验,要求厂家原材料长度大于4000mm,一般选择国内钢厂的标准长度6000mm,整根棒料经感应调质后再进行锯割等处理(见图9),这样有利于减少端部废料的产生。

图8 淬火后端部环裂

图9 试块截取位置
由图10和图11为试样的金相组织,从图上可知本次试验淬火深度不足10mm。总结失败原因:不仅因为电源频率过高,更主要原因是感应器的设计问题,喷水圈和加热圈未设计成分体式,这样导致难以连续对试样进行加热,做不到模拟调质生产线时的加热状态。另外感应器喷水孔呈单排排布,内接进水口才两个,这样也导致在加热后,工件内部冷却难以实现快速冷却。
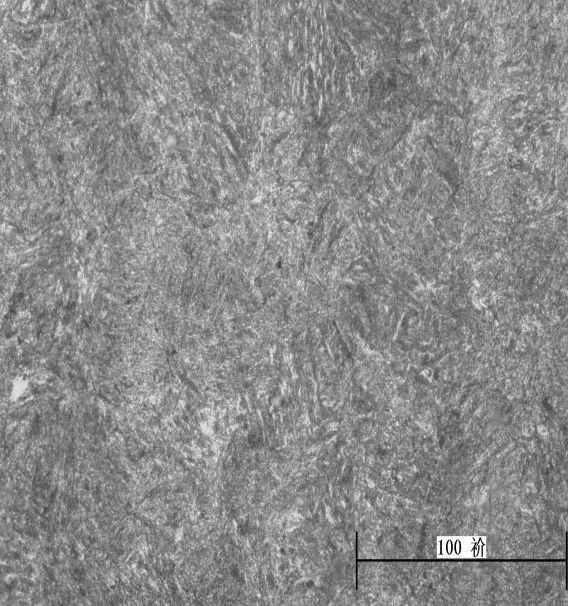
图 10 近表面组织
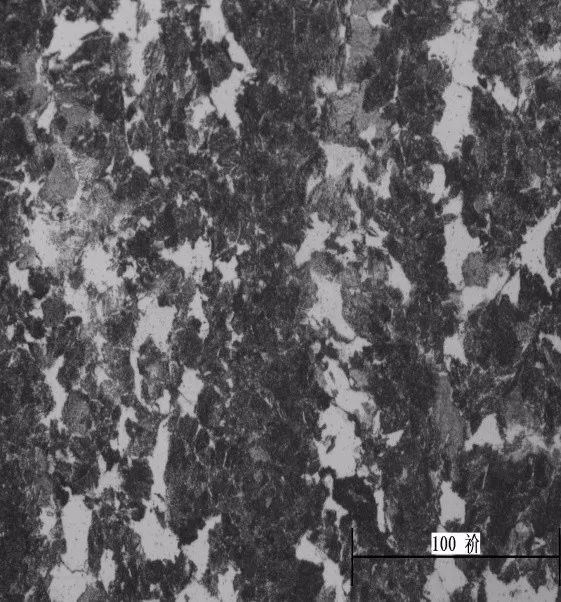
图11 距离表面10mm处组织
2.国内专业厂家试验
基于受现有条件的限制以致在外协单位淬火设备试验的失败,我们和国内专业厂家进行合作试验,采用现有的感应淬火机床模拟感应调质的加热以及回火,冷却采用浸液冷却。图12为试样的加热状态,可明显看到试样上部已完全透热,呈现漂亮的金黄色。图13为切取的试块。表2和表3分别为淬火回火工艺参数,图14为试样沿截面的硬度梯度。

图12 感应加热进行时

图13 线切割后做分析的试块
表2 感应加热工艺参数
匝比 |
电压/V |
电流/A |
功率/kW |
频率/Hz |
加热长度/mm |
加热时间/min |
6:2 |
362 |
99 |
36 |
3900 |
150 |
7 |
表3 感应回火工艺参数
匝比 |
电压/V |
电流/A |
功率/kW |
频率/Hz |
加热长度/mm |
加热时间/min |
6:2 |
226 |
62 |
14 |
3700 |
150 |
7.3 |
由图14 不难看出,工件淬硬层已大于40mm。表面层的硬度稍低是由于表面存在少量脱碳。后经金相显微镜观察,距表面45mm处的金相组织为索氏体,无游离铁素体。图15为试样近表面的金相组织,显示为纯回火索氏体。图16为试样距表面50mm的金相组织,显示为少量回火索氏体与大量的贝氏体,但没有出现游离铁素体组织。按我厂调质标准,其调质深度已超过50mm,基本已淬透。随后,我们对试样进行线切割取样,做了力学性能试验,结果如表4所示。可以看到性能较为稳定。
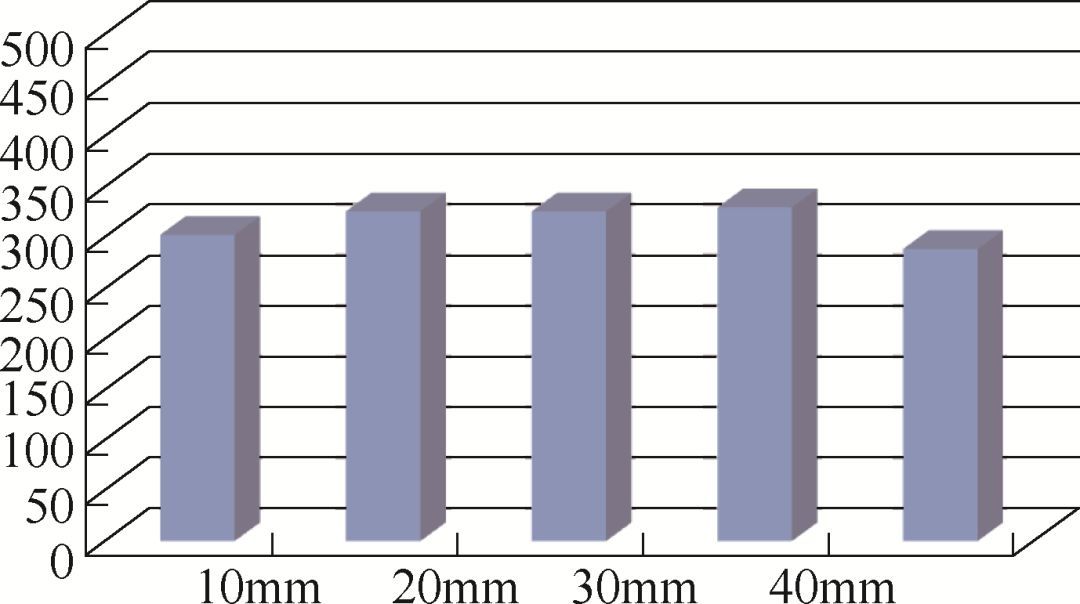
图 14 试样截面硬度梯度
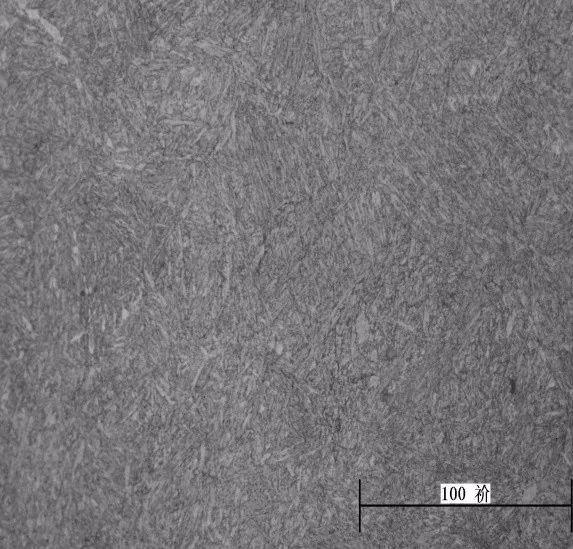
图15近表面组织

图16 距离表面50mm组织
图15近表面组织图16 距离表面50mm组织
表4 力学性能数据
试样 |
抗拉强度/MPa |
屈服强度/MPa |
伸长率(%) |
断面收缩率(%) |
Akv/J |
1 |
888 |
627 |
14 |
41 |
108 |
2 |
920 |
639 |
14.5 |
45 |
104 |
3 |
893 |
581 |
14 |
36 |
104 |
3.国外专业厂家公司试验
我们采集了一组国外的专业厂家的试验数据与去年相同规格试样台车炉调质后采集的数据做对比分析。两者材料牌号稍有不同,但化学成分基本一致,具体材料成分如表5所示。表6为炉子调质与感应调质的力学性能比较。
表5 试样材料化学成分(质量分数)(%)
材料 |
产地 |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
标准 |
42CrMo |
中国 |
0.38~0.45 |
0.17~0.37 |
0.5~0.8 |
<0.03 |
<0.03 |
0.9~1.2 |
0.15~0.25 |
国标 |
42CrMoS4 |
德国 |
0.38~0.45 |
<0.4 |
0.6~0.9 |
<0.035 |
0.02~0.04 |
0.9~1.2 |
0.15~0.3 |
欧标 |
表6 炉子调质和感应调质力学性能比较

由表6不难看出,由于42CrMoS4采用的是感应调质,虽然调质硬度较我们单位的更高,但是其延伸率却没降低反而更高,而断面收缩率和冲击功也旗鼓相当。这和感应淬火的特性有关,感应淬火件属于瞬间到温,快速冷却,其淬火后的晶粒比炉子调质更细,硬度上较普通淬火要高2~3HRC。回火后材料的塑韧性自然更高。
四、感应调质本土化的可行性
1.感应调质的适用范围与设备布置
感应调质适用于中小直径的轴类零件进行流水线生产。因此,对于直径过大或数量较少的零件,不推荐采用感应调质。要求直径≤160mm为宜。
由于感应调质采用的是生产线模式,需要不小的占地面积。40000mm×10000mm的区域,可以满足布置一条标准感应调质生产线。
2.感应调质所需的先决条件
当前的长杆类零件是先将原材料粗加工后进行炉子调质,形状如图17所示。而感应调质需要的为圆棒料,因此,进行感应调质的前提是去除凹槽以及端部的凸起部分。解决这一问题的办法是将当前的模式改为钢厂标准6m长圆棒料先进行感应调质,再进行锯割和机加工。

五、结语
(1)感应加热技术应用于中小径轴杆件的调质从技术上是可以实现的,而且已在国外较广泛应用,国内的东北特钢大连基地已有一条感应调质生产线。
(2)感应调质后零件的力学性能并不亚于甚至优于电阻炉的调质,硬度的均匀性也更好。根据现场观察,感应调质后零件的变形量也远小于电阻炉调质。
(3)结合实际生产及试验数据,感应调质生产线适用于φ≤120mm的轴杆类零件更具经济合理性。
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!

 上海天演建筑物移位工程有限公司
上海天演建筑物移位工程有限公司
 上海天演建筑物移位工程有限公司
上海天演建筑物移位工程有限公司