灰口铸铁
- 灰口铸铁是铸铁中使用得最多的一种。灰口铸铁是在珠光体(或铁素体)基体中分散有大量片状石墨的铸铁。浇注时缓慢冷却即可促使石墨化,便可得到灰口铸铁。因断口常呈灰黑色而区别于白口铸铁。灰口铸铁一般划为脆性材料,但仍有一.定的吸收外力变形功并表现有一定韧性的材料。其含碳量一般为2.8%~4.0%,因其浇注性能良好,被广泛应用于结构较为复杂的铸件,甚至用于浇注受压力的容器(如造纸烘缸)。
-

选择特殊符号
选择搜索类型
请输入搜索
铸铁中的基体组织是决定其力学性能的重要因素。铸铁可通过合金化和热处理的办法强化基体,进一步提高铸铁的力学性能,这一点在球墨铸铁中尤为重要。但热处理并不能改变灰口铸铁中石墨的形态及分布状态,所以利用热处理来提高灰口铸铁性能的效果并不大,通常只进行退火或表面淬火处理。
(1)去应力退火。铸件在冷却过程中由于各部分的收缩和组织转变速度的不同,使铸件内部产生不同程度的内应力,可能导致铸件翘曲和裂纹。为保证尺寸稳定性,防止变形开裂,对一些形状复杂的铸件,如机床床身、气缸等,往往进行去应力退火。其规范一般为:加热温度500~550℃,保温一定时间后,炉冷到150~220℃出炉空冷。
(2)高温退火。铸件冷却时,由于表层及截面较薄处因冷却速度快而易形成白口组织,硬度高难以切削加工。为使自由渗碳体分解,降低硬度,改善切削加工性,需将铸件加热至850~950℃,保温2~5h后,随炉冷至600℃,出炉空冷,最终组织为铁素体或铁素体 珠光体基灰铸铁。
(3)表面淬火。某些大型铸件的工作表面需要有较高的硬度和耐磨性,如机床导轨的表面及内燃机汽缸套的内壁等,在机加工后可用快速加热的方法对铸铁表面进行淬火处理。
成本低,价格低廉,应用广泛。主要应用机床床身、齿轮箱、皮带轮、底座、缸体、盖、手轮等受力不大、耐磨、减震零件。
灰铸铁有一定的强度,但塑性和韧性很低,这种性能特点与石墨本身的性能及其在铸铁组织中的存在形态有关。有良好的减震性,用灰铸铁制作机器设备上的底座或机架等零件时,能有效地吸收机器震动的能量;有良好的润滑性能;还有良好的导热性能,这是因石墨是热的良好导体;此外其熔炼也比较方便,并且还有良好的铸造性能。其流动性能良好,线收缩率和体收缩率较小,铸件不易产生开裂,因此适宜于铸造结构复杂的铸件和薄壁铸件,如汽车的汽缸体、汽缸盖等。根据中国国家标准(GB9439-88)灰铸铁的牌号,按单铸φ30mm试棒的抗拉强度划分为六级如表:

普通灰口铸铁主要是碳以片状石墨形式析出的铸铁。灰口铸铁应用很广,在各类铸铁的总产量中,灰口铸铁约占80%以上。
灰口铸铁的成分大致范围为:2.5%~4.0%C,1.0%~3.0%Si,0.25%~1.0%Mn,0.05%~0.50%P,0.02%~0.20%S。具有上述成分范围的液体铁水,在进行缓慢冷却凝固时,将发生石墨化,析出片状石墨。其断口的外貌呈暗灰色,故称为灰口铸铁。
普通灰口铸铁的组织是由片状石墨和钢的基体两部分组成的。在光学显微镜下观察,石墨呈不连续的片状,或直或弯。其基体则可分为铁素体、铁素体 珠光体、珠光体三种。经孕育处理的灰口铸铁(HT250、HT300、HT350),由于在结晶时,石墨晶核数目增多,石墨片变细,故其显微组织是在细珠光体基体上分布着细小片状石墨。
灰口铸铁的应用主要根据抗拉强度来决定,用于各种外形复杂的铸件。选择铸铁牌号时必须考虑铸件的壁厚和相应的强度值。例如,某铸件的壁厚40mm,要求抗拉强度值为200MPa,此时,应选HT250,而不是HT200。
不光要增碳增硅,还需要孕育,硅能增强渗碳体的分解,但是太多也会产生渗碳体,所以碳、硅、孕育剂、出铁温度都很重要
1、采用铸铁焊条焊接或者采用镍基焊条进行焊接。焊接时应选用Z308 (铸308)镍基焊条焊接;焊接时不可冷焊,灰铸铁的加热温度应该在600-650℃左右;焊后一定要保温缓冷才能保证焊接接头的性能。2、...
灰铸铁组织里的石墨是以片状存在,球墨铸铁组织里的石墨是以球状存在的 区别: 1.看切削加工面 灰铁:呈灰色,光泽很暗,表面看来较粗糙。 球铁:灰色,光泽...
C% =2.5-4.0 Si %=1.0-2.5 Mn%=0.5-1.4 微量S、P
将上述成分的铁水缓慢冷却即可获得,不经过热处理。
片状石墨+基体组织(F、F+P、P)
牌号:字母"HT"+数字(最小抗拉强度)
例:HT200 表示灰铁,抗拉强度为200MPa

灰口铸铁的性能与普通碳钢相比,具有如下特点。
(1)力学性能低。灰口铸铁的抗拉强度比较低,这种现象同灰口铸铁的组织特征分不开的,由于石墨的力学性能很低,因此,灰口铸铁的显微组织实际上相当于布满孔洞或裂纹的钢。在拉伸时,由于片状石墨对钢基体的分割作用和所引起的应力集中效应,故其抗拉强度值远低于钢。
(2)耐磨性与消震性优。由于铸铁中的石墨有利于润滑及储油,故耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
(3)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比钢低,因而铸造流动性好。另外,由于石墨使切削加工时易于形成断屑,故灰口铸铁的可切削加工性优于钢。
灰口铸铁以其力学性能来表示的牌号以“HT”起首,其后以三位数字来表示,其中“HT”表示灰口铸铁,数字为其最低抗拉强度值,例如HT200,表示以φ30mm单个铸出的试棒测出的抗拉强度值大于200MPa(但小于300MPa)。
依照GB 5675-85,灰口铸铁共分为HTl00、HTl50、HT200、HT250、HT300、HT350六个牌号。其中,HTl00为铁素体灰口铸铁,HTl50为珠光体-铁素体灰口铸铁,HT200和HT250为珠光体灰口铸铁,HT300和HT350为孕育铸铁。

 灰口铸铁的补焊工艺
灰口铸铁的补焊工艺
灰口铸铁的补焊工艺
灰口铸铁的补焊工艺 摘 要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词 :灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔 1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。 因此在制定补焊工艺时, 对铸 件的缺陷要进行具体分析, 尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍 HT20-40灰口铸铁的补焊工 艺,并作理论探讨。 1 材料及焊前准备 某一产品的缸体,材料为 HT20-40灰口铸铁,厚度为 18 mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1) 钻止裂孔:在距离裂纹末端 2~3 mm处钻一个直径为 6~8 mm
 灰口铸铁牌号对照
灰口铸铁牌号对照
灰口铸铁牌号对照
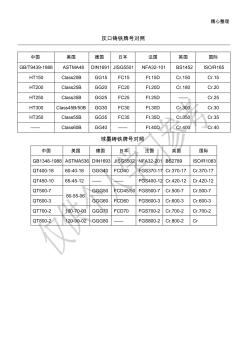
精心整理 灰口铸铁牌号对照 中国 美国 德国 日本 法国 英国 国际 GB/T9439-1988 ASTMA48 DIN1691 JISG5501 NFA32-101 BS1452 ISO/R185 HT150 Class20B GG15 FC15 Ft.15D Cr.150 Cr.15 HT200 Class25B GG20 FC20 Ft.20D Cr.180 Cr.20 HT250 Class35B GG25 FC25 Ft.25D —— Cr.25 HT300 Class45B/50B GG30 FC30 Ft.30D Cr.300 Cr.30 HT350 Class55B GG35 FC35 Ft.35D Cr.350 Cr.35 —— Class60B GG40 —— Ft.40D Cr.400 Cr.40 球墨铸铁牌号对照 中国 美国 德国 日本 法国 英国 国
GB/T 3420-2008
中文标准名称 StandardTitle in Chinese: 灰口铸铁管件
英文标准名称: Gray iron castigs for pipe fittings
实施日期 ExecuteDate: 2009-5-1
首次发布日期 FirstIssuance Date: 1982-12-31
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date:
计划编号 Plan No: 20060743-T-605
代替国标号 ReplacedStandard: GB/T 3420-1982,GB/T 8715-1988
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No:
采标名称 AdoptedInternational Standard Name:
采用程度 ApplicationDegree:
采用国际标准 AdoptedInternational Standard:
国际标准分类号(ICS): 77.140.75
中国标准分类号(CCS): H48
标准类别 StandardSort: 产品
标准页码 Number ofPages:
标准价格(元) Price(¥):
焊接中常见问题
(1)焊后产生白口组织
一般认为在30-100℃/s的急速冷却条件下,熔于铁中的碳来不及以石墨形式析出,而呈渗碳体出现,即所谓白口。白口组织硬而脆,使得焊缝在焊后难以机械加工,甚至会导致开裂。
防止措施:
焊前预热和焊后保温;适当调整填充金属的化学成分和冷却速度;改善焊缝金属的化学成分。
(2)焊接接头出现裂纹
由于灰口铸铁塑性极差,几乎不能发生任何塑性变形,而且强度又低,所以在焊接应力及铸件本身应力(组织应力)的共同作用下,当局部应力大于强度极限时,就产生裂纹。
防止措施:
A.采用电弧冷焊减小焊接应力
选用塑性较好的焊接材料,如用 镍,铜,镍 铜,高钒钢等作为填充金属,使焊缝金属可通过塑性变形松弛应力,防止裂纹;通过锤击焊缝可以消除应力,防止裂纹;使焊缝冷却时能补受阻碍底自由收缩,从而避免用力过大而导致裂纹。
B. 采用热焊法并控制好温度
当温度高于600℃时,由于产生于一定的塑性变形.而使部分内应力得到消除,一般在600℃以上焊接时就不会产生热应力裂纹。
2常用的焊接方法
(1)热焊法
热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。
特点:用热焊法时,焊件冷却缓慢,温度分布均匀,有利于消除白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。
常用的焊接方法是气焊和焊条电弧焊。气焊常用铸铁气焊丝,如HS401或HS402,配用焊剂CJ201,以去除氧化物。气焊预热方法适于补焊中小型薄壁零件。焊条电弧焊选用铸铁芯铸铁焊条Z248或钢芯铸铁焊条Z208,此法主要用于补焊厚度较大(大于10mm ) 的铸铁零件。
热焊法的焊接设备主要有加热炉、焊炬、电炉等,焊接工艺如下:
1)焊前准备和预热:清除缺陷周围的油污和氧化皮,露出基体的金属光泽;开坡口,一般坡口深度为焊件壁厚的2/3, 角度为70°~120°;
将焊件放入炉中缓慢加热至600~700℃(不可超过700℃)。
2)施焊:采用中性焰或弱碳化焰(施焊过程中不要使铁水流向一侧),待基体金属熔透后,再熔入焊条金属;发现熔池中出现白亮点时,停止填入焊条金属,加入适量焊剂,用焊条将杂物剔除后再继续施焊;为得到平整的焊缝, 焊接后的焊缝应稍高出铸铁件表面, 并将溢在焊缝外的熔渣重新熔化, 待降温到半熔化状态时,用焊丝沿铸件表面将高出部分刮平。
3)焊后冷却:一般应随炉缓慢冷却至室温(一般需48h以上),也可用石棉布(板)或炭灰覆盖,使焊缝形成均匀的组织, 同时防止产生裂纹。
(2)气焊法
气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。
特点:
气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透;
气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。
气焊操作注意事项:
(1)在气焊过程中,必须选用中性焰或弱碳化焰;
(2)在焊接结束时可用碳化焰使焊缝缓冷,这样可以减少碳和硅的烧损,消除过厚的氧化膜,防止白口冷硬现象;
(3)当消除缺陷的底部或开坡口时可用氧化焰;
(4)焊接时,在要基本金属熔化后再加入焊丝,以防止熔合不良;
(5)发现熔池中有小气孔和白亮点夹杂物时,可以往熔池中加入少量气焊熔剂,有助于消除平渣,但气焊熔剂不宜加入过多,否则反而容易产生夹渣,气孔;
(6)适当加大火焰的功率,提高熔池铁水温度,有利于气体及杂质浮起,因而能减少气孔,夹渣;
(7)操作时应注意火焰始终盖住熔池;
(8)加入焊丝时,经常用焊丝轻轻搅动熔池,促使气体,熔渣浮出。
主管部门 Governor: 中国钢铁工业协会
归口单位 TechnicalCommittees: 全国钢标准化技术委员会
起草单位 DraftingCommittee: 北京首钢华禹铸造厂、哈尔滨管件厂

