环形锻件应用领域文献


 方形不锈钢的应用领域 (2)
方形不锈钢的应用领域 (2)
方形不锈钢的应用领域 (2)
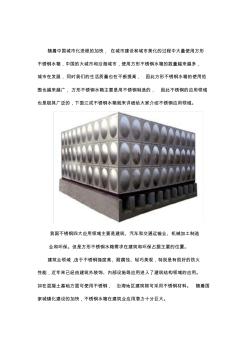
随着中国城市化进程的加快, 在城市建设和城市美化的过程中大量使用方形 不锈钢水箱,中国的大城市和沿海城市,使用方形不锈钢水箱的数量越来越多, 城市在发展,同时我们的生活质量也在不断提高, 因此方形不锈钢水箱的使用范 围也越来越广,方形不锈钢水箱主要是用不锈钢制造的, 因此不锈钢的应用领域 也是极其广泛的,下面江成不锈钢水箱就来详细给大家介绍不锈钢应用领域。 我国不锈钢四大应用领域主要是建筑、汽车和交通运输业、机械加工制造 业和环保。但是方形不锈钢水箱需求在建筑和环保占据主要的位置。 建筑业领域 ,由于不锈钢强度高、耐腐蚀、轻巧美观,特别是有很好的防火 性能,近年来已经由建筑外装饰、内部设施等应用进入了建筑结构领域的应用。 如在混凝土基础方面可使用不锈钢, 沿海地区建筑物可采用不锈钢材料。 随着国 家城镇化建设的加快,不锈钢水箱在建筑业应用潜力十分巨大。 方形不锈钢水箱一般采用 SUS304


