挤出压延法PVC人造革文献

 PVC人造革参考配方
PVC人造革参考配方
PVC人造革参考配方
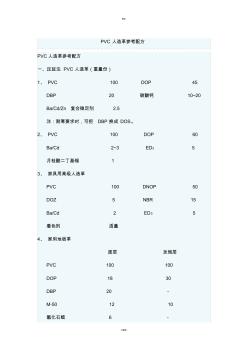
精品 -可编辑 - PVC 人造革参考配方 PVC人造革参考配方 一、压延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸钙 10~20 Ba/Cd/Zn 复合稳定剂 2.5 注:耐寒要求时,可把 DBP 换成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基锡 1 3、 家具用高级人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 着色剂 适量 4、 家用地板革 面层 发炮层 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蜡 6 - 精品 -可编辑 - Ba/Cd/Zn 稳定剂 2.0 2.0 硬脂酸钡 1.0 0.8 硬脂酸锌 0.4 - 硬脂酸铝 - 0.8 硬脂酸 0.2 0.8 重钙 5~10 40 AC 发泡剂
 PVC人造革参考配方
PVC人造革参考配方
PVC人造革参考配方
PVC 人造革参考配方 PVC人造革参考配方 一、压延法 PVC 人造革(重量份) 1、 PVC 100 DOP 45 DBP 20 碳酸钙 10~20 Ba/Cd/Zn复合稳定剂 2.5 注:耐寒要求时,可把 DBP换成 DOS。 2、 PVC 100 DOP 60 Ba/Cd 2~3 ED3 5 月桂酸二丁基锡 1 3、 家具用高级人造革 PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED3 5 着色剂 适量 4、 家用地板革 面层 发炮层 PVC 100 100 DOP 18 30 DBP 20 - M-50 12 10 氯化石蜡 6 - Ba/Cd/Zn稳定剂 2.0 2.0 硬脂酸钡 1.0 0.8 硬脂酸锌 0.4 - 硬脂酸铝 - 0.8 硬脂酸 0.2 0.8 重钙 5~10 40 AC 发泡剂 - 5 颜料 - 适量 5、 用于底层、表面处理层