夹具涂层
夹具涂层,耐温是130度,用途是被夹持工件不被夹伤,制作材料为金属。
-

选择特殊符号
选择搜索类型
请输入搜索
夹具涂层,耐温是130度,用途是被夹持工件不被夹伤,制作材料为金属。
这个呢,其实他们只是名字的擦别。组合夹具在每次组装时与专用夹具的作用是一样的,都是针对一种特定的零件。区别在于专用夹具在一批零件加工之后不像组合夹具那样才下来还可以组成其他的夹具。
攻丝的夹具,最好采用油压同步夹具,这种夹具对于小零件的钻孔攻丝来说,简直是完美的。油压同步夹具,也叫自定心夹具,具有自动找中心和自动夹紧的功能。能减少装夹时间,提高加工精度。下面分享一个视频给你参考!
看您测什么材料上的镀层吧,有磁性材料上的镀层,非磁性材料上的镀层还得看你的需求,总厚度大概多厚?LS223型号的涂层测厚仪,可以测量最后5mm,搜索看看

 夹具座钻孔夹具设计说明书
夹具座钻孔夹具设计说明书
夹具座钻孔夹具设计说明书
1 摘 要 本次设计内容涉及了机械制造工艺及机床夹具设计、 金属切削机 床、公差配合与测量等多方面的知识。 夹具座的工艺规程及钻、攻 2-M8螺纹的工装夹具设计是包括零 件加工的工艺设计、 工序设计以及专用夹具的设计三部分。 在工艺设 计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构, 并选择好零件的加工基准, 设计出零件的工艺路线; 接着对零件各个 工步的工序进行尺寸计算, 关键是决定出各个工序的工艺装备及切削 用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件, 如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其 它部件;计算出夹具定位时产生的定位误差, 分析夹具结构的合理性 与不足之处,并在以后设计中注意改进。 关键词 :工艺、工序、切削用量、夹紧、定位、误差。 2 目 录 序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 一. 零件分
 支架夹具设计
支架夹具设计
支架夹具设计
1 东华大学 机 械 工 程 学 院 实验报告 实验名称 零件的综合精度测量与评定 课程名称 自选综合实验 专业 机械制造 学期 大四上 姓名 余欣 学号 080800326 指导教师 周亚勤 实验成绩 实验日期 年 月 日 2 目录 一、 实验目的及要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯ ... ............3 二、 实验装置 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ..3 三、 实验内容 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ..3 四.零件的精度设计要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ . 4 五.测量项目的确定 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ..6 六.测量方案分析,选择测量方法和测量器具 ⋯⋯ ..7 七.设计和搭建专用测量装置(平台)并进行零件综 合精度测量及数据记录 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ..7 八.测量数据分析及零件综合精度评定 ⋯⋯⋯⋯⋯ ..19 九.测量体会与
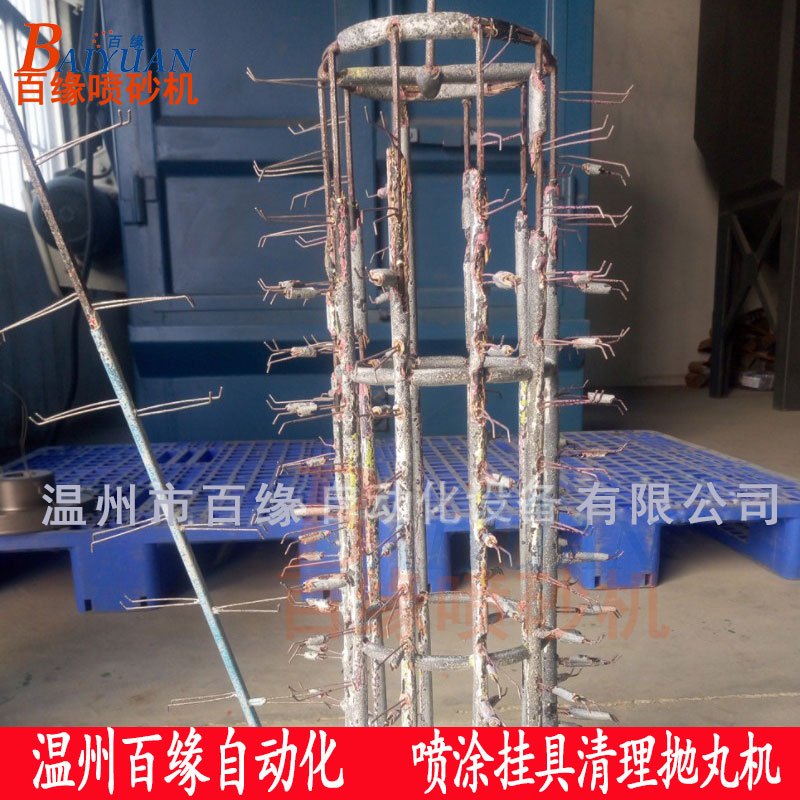
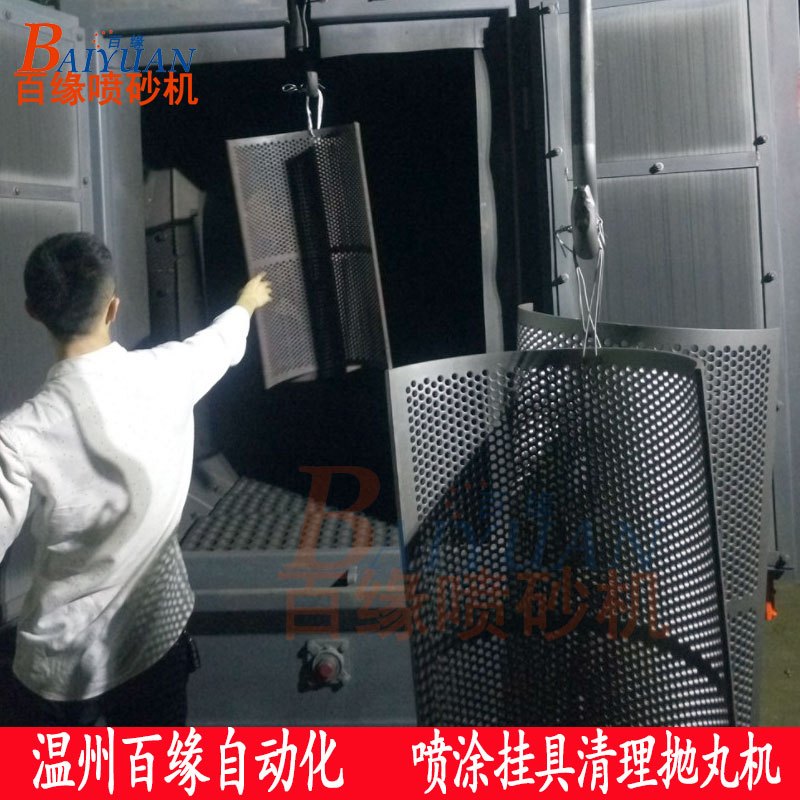
喷涂挂具夹具涂层清理喷砂机 电泳挂具脱漆脱塑抛丸机用途 :
1、去除喷涂挂具、夹具上不断加厚的涂层,而不改变挂具的机械性能。
2、钢件和铝制零部件表面不合格油漆或粉末涂层的完全彻底的剥离
3、清除水帘喷漆柜的过滤网、风机叶轮粘附漆层。
4、清理去除发动机、曲轴、箱体等零部件上锈渍、污垢等

喷砂机前处理对于工件在被喷涂、喷镀保护层(油漆或其它防腐物料)之前,工件表面均应进行认真的处理,称之为前处理。前处理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等方面,因好的涂膜(层)都是粘附到被认真清理的表面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。经过认真清理的表面和一般简单(手工用砂纸或刷子)清理的工件,用暴晒法进行涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受普遍的方法是:
A.溶剂清理
B.酸洗
C.手动工具
D.动力工具。
E、在这几种方式中,每种方式都有各自的适用范围,但在所有表面清理方法中,喷砂方法是彻底、通用、广泛的方式,原因是:喷砂比其它方式对工件表面清理的速度和效果上有更大的优势。
喷砂是采用压缩空气为动力形成高速喷射束,将喷料(铜矿砂、石英砂、铁砂、海砂、金刚砂等)等高速喷射到需处理工件表面,使工件外表面的外表发生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的搞疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
喷砂机用途
1.工件表面的清理热处理后的氧化皮、残盐、残油等;黑(有)色铸造件的氧化皮、型砂等;无余量加工精密铸件的氧化皮、型砂等;机械加工件的残留物、微毛刺等;焊接件的氧化皮、焊渣等;冷、热轧钢板(型钢)的氧化皮、锈蚀层、油漆层等;各种模具型腔的脱模剂、沉积物等;陶瓷元件表面的烧结残留物;塑料成型件的飞边;物体表面的放射性元素;桥梁、水电站闸板、船舶、建筑物;机场跑道的橡胶附着层;火车车厢;各种管道和容器罐;旧机件的油污、附着物等;集装箱的残漆、锈蚀层和附着物等;瓷器上错误的烧结层;装饰表面的划伤,等等。.
2.工件表面涂覆前的前处理喷漆、烤漆前;喷塑前;金属喷涂前;镀锌、铬、镍前;氧化处理前;探伤前。
3.改变工件的物理机械性能提高或降低表面粗糙度;变表面拉应力为压应力;提高表面的润滑状态;降低偶件的运动噪音;提高表面的摩擦系数。
4.工件表面的光饰加工金属外装饰表面的抛光;获得亚光或漫反射表面;木器制品表面的抛光。
喷砂机优点:
1.喷砂设备金属零件的基本不受损坏,尺寸精度不会改变;
2.零件表面不受污染,磨料不会与零件的材为发生化学反应;
3.喷砂设备可以很容易的处理凹槽难以接触的部位,多种粒度的磨料可以选择使用;
4.处理成本大幅度降低,主要体现在喷砂设备工作效率的提高,能满足各种各样的表面光整要求;
5.能耗低,费用省;
6.喷砂设备不污染环境,省去了环境治理费用

例如焊接夹具、检验夹具、装配夹具、机床夹具等,其中机床夹具最为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。
气动夹具是气动的夹具