精密压力机文献

 摩擦压力机改造与节能型螺旋压力机
摩擦压力机改造与节能型螺旋压力机
摩擦压力机改造与节能型螺旋压力机
传统的双盘摩擦压力机历史悠久,并已发展成为我国锻造行业的主要设备之一.为我国锻造业的发展做出了巨大贡献.尤其是青岛青锻锻压机械有限公司(简称青锻公司)成功研制出了世界上最大的万吨摩擦压力机.曾经为我国高铁钩尾框等大型模锻件的生产解了燃眉之急。
 精密压力表
精密压力表
精密压力表
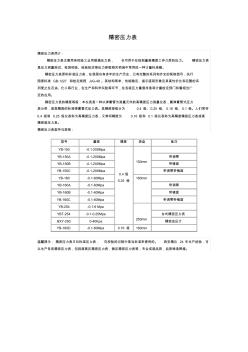
精密压力表 精密压力表简介: 精密压力表主要用来校验工业用普通压力表, 也可用于在线测量高精度工作介质的压力。 精密压力表 是压力测量测试、检测校验、检验检定等压力参数相关领域中常用的一种计量标准器。 精密压力表原称标准压力表,在我国也有多年的生产历史,已有完整的系列和齐全的规格型号,执行 国家标准 GB-1227 和检定规程 JJG-49 。其结构简单、性能稳定、指示直观形象及其高性价比和完整的系 列使之在石油、化工等行业,在生产和科学实验等环节,在各级压力量值传递和计量检定部门有着相当广 泛的应用。 精密压力表的精度等级:本仪表是一种以弹簧管为测量元件的高精度压力测量仪表,属弹簧管式压力 表分类,是高精度的标准弹簧管式压力表。其精度等级分为 0.4 级、0.25 级、 0.16 级、 0.1 级。人们常将 0.4 级和 0.25 级仪表称为高精度压力表,又常将精度为 0.16 级和 0
