浸渍煤沥青文献

 煤沥青浸渍性能
煤沥青浸渍性能
煤沥青浸渍性能
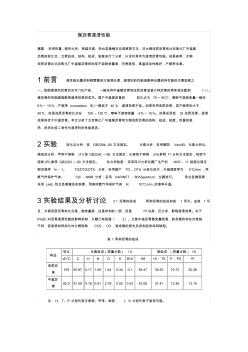
煤沥青浸渍性能 摘要:采用热重 /差热分析、核磁共振、热台显微镜在位观察等方法,对太钢改质沥青和北京焦化厂中温煤 沥青的软化点、元素组成、结构、组成、粘度进行了分析,以评价其作为浸渍沥青性能。结果表明:太钢 改质沥青比北京焦化厂中温煤沥青的吡啶不溶物含量高,芳香度低,高温流动性略好,产碳率也高。 1前言 高性能石墨材料都需要进行浸渍处理,浸渍剂的性能是影响石墨材料性能的主要因素之 一。我国浸渍剂沥青尚无专门生产线, 一般采用中温煤沥青和改质沥青或者几种沥青的简单混合配制 〔1〕。 煤沥青的性能直接影响浸渍效果和成本。国产中温煤沥青和 软化点为 75~95℃,喹啉不溶物含量一般在 6%~ 10%,产碳率 (conradson 法)一般低于 40%,浸渍效果不佳。如果采用改质沥青,其产碳率则大于 40%,但是改质沥青软化点在 100~120℃,喹啉不溶物含量 6%~ 15%。如果采用低 QI
 煤沥青
煤沥青
煤沥青
全民共同撰写的百科全书已收录词条 个 词条统计 浏览次数 : 8 次 编辑次数 : 1 次 更新时间 : 2010-02-23 超级管理员 词条创建者 >> >> 最新历史版本 :煤沥青 编辑时间 :2010-02-24 10:46 历史版本编辑者 : 历史版本 : 内容长度 :12280图片数 :0目录数 :0 修改原因 : 煤沥青 (coal tar pitch) 煤焦油深加工的产品之 —,为多种碳氢化合物的混合物, 常温时为黑色高黏度半固体或 固体。煤沥青在炭素工业中作为黏结剂和浸渍剂使用, 其性能对炭素制品生产工艺及产品质 量影响极大。 组成和分类 煤沥青的组成十分复杂, 20世纪 80年代末已查明的化合物有 70余种,其中大 多数为 3个环以上的高分子芳香族碳氢化合物,以及多种含氧、氮、硫等元素的杂环有机化 合物和无机化合物,还有少量直径很小的炭粒。煤沥青在常温下是体积密