挤压铸造机文献

 挤压铸造代替压铸制造铝合金壳体的工艺改进
挤压铸造代替压铸制造铝合金壳体的工艺改进
挤压铸造代替压铸制造铝合金壳体的工艺改进
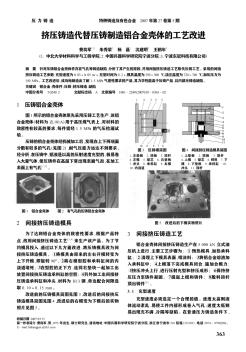
针对压铸铝合金壳体件存在气孔等铸造缺陷,分析了其产生的原因,并用间接挤压铸造工艺取代压铸工艺。采用的间接挤压铸造工艺参数:充型速度为0.03~0.05m/s,充型时间为0.2s,模具温度为250~300℃,浇注温度为720~740℃,加压压力为150MPa。工艺改进后,成功地制造出了耐1.5MPa气密性要求的产品,其力学性能高于压铸产品,且内部无铸造缺陷。
 铸造模拟软件JSCAST在挤压铸造中的应用
铸造模拟软件JSCAST在挤压铸造中的应用
铸造模拟软件JSCAST在挤压铸造中的应用
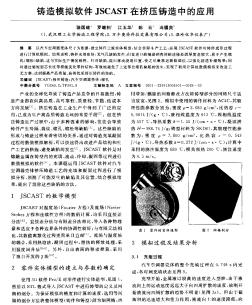
铸造模拟软件JSCAST在挤压铸造中的应用——文章以汽车空调器壳体尺寸为依据,建立铸件三维实体模型,结合实际生产工艺,运用JSCAST软件对铸件成形过程进行计算机模拟。