基轴制
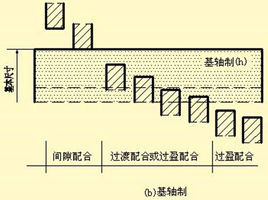
基轴制配合,指的是与不同基本偏差的孔的公差带形成的一种制度。基轴制的轴为基准轴,代号为h,并规定基准轴的基本偏差即上偏差为零。与之相配的孔构成间隙、过渡与过盈3种类型的配合。
-
选择特殊符号
选择搜索类型
请输入搜索
基轴制配合,指的是与不同基本偏差的孔的公差带形成的一种制度。基轴制的轴为基准轴,代号为h,并规定基准轴的基本偏差即上偏差为零。与之相配的孔构成间隙、过渡与过盈3种类型的配合。
选择基准制时,应从结构、工艺、经济几方面来综合考虑,权衡利弊,主要是遵从以下几项原则:
1、一般情况下,设计时优先选用基孔制。加工轴比加工孔要困难些,而且所用的刀,量具尺寸规格也多些。采用基孔制,可大大缩减定制刀,量具的规格和数量。
2、有些情况下采用基轴制配合:零件采用外径不需加工的,具有一定精度等级的型材时,如直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。如滚动轴承的外圈与轴承座的配合即属于基轴制配合;又如定位销与孔的配合为基轴制的配合等。
3、非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成的一种制度称为基轴制配合。
间隙配合:A-H/h
过渡配合:J-N(P)/h
过盈配合:P-Z/h
基轴制一般用于一下情况:
(1)当配合的公差等级要求不高时,可采用冷拉钢材直接作轴。冷拉园型材的尺寸公差可达IT7~IT9,这对某轴类零件的轴颈精度,已能满足性能要求,在这种条件下采用基轴制,可免去轴的加工,只需按照不同的配合性能要求加工孔,就能得到不同性质的配合。
(2)一轴配多孔,且配合性质要求不同。
(3)配合中,轴为标准件。采用标准件时,基准制不能随便采用,要按规定选用。例如:滚动轴承为标准件,它的内圈和轴颈配合无疑是基孔制,而外圈与外壳空的配合应是基轴制。

区别:基轴制:以轴为设计的配合基准,代号为h,上偏差为0;基孔制:以孔为设计的配合基准,代号为H,下偏差为0。与基轴制配合的联系:基孔制配合与基轴制配合是规定配合系列的基础。按照孔,轴公差带相对位置的...
滚动轴承内圈与轴颈的配合采用基孔制,因为轴承是标准件。基孔制定义:公称尺寸相同的相互配合的孔和轴,将孔的公差带位置固定,通过变换轴的公差带位置而得到的不同配合。基孔制的孔为基准孔,其下偏差(EI)为零...
基孔制和基轴制:一、机械制图中以孔为基准为基孔制,以轴为基准为基轴制;大H在上面是基孔制,小h在下面的为基轴制。在工程中优先选用基孔制,因为孔的加工难于轴,改变孔的尺寸需要改变、量具的数量。而改变轴的...

 锌铝基轴承合金轴瓦的应用
锌铝基轴承合金轴瓦的应用
锌铝基轴承合金轴瓦的应用
水泥厂回转窑、球磨机等设备载荷的特点是低速重载,且伴有一定的冲击。目前这类设备的轴承多采用铜瓦或乌金瓦,这对轴瓦的制造、安装、操作维护以及润滑油的使用要求较高,容易发生烧瓦、翻瓦、冒烟、抱轴、拉伤轴颈等现象,特别在生产调试初期,更是时有发生。
 双层广义Gibson地基轴对称问题求解
双层广义Gibson地基轴对称问题求解
双层广义Gibson地基轴对称问题求解
双层广义Gibson地基轴对称问题求解——假定双层地基土体为弹性、不可压缩、剪切模量随深度线性变化的广义Gibson地基,在两层土体剪切模量表达式常数项与一次项系数之比相同条件下,采用Hankel变换,得到了表面分布轴对称荷载时地基土体应力、位移的积分形式解,...
基孔制和基轴制的统称。基孔制指基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度(图2a)。基轴制指基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度(图2b)。基本偏差指上、下偏差中绝对值小的这一偏差,由它决定公差带的位置。规定基准制的目的在于满足机械产品多种配合性能要求的条件下避免实际选用的孔、轴极限尺寸种类过于繁多。对孔进行精密加工和测量都比轴困难,往往需要使用定值刀具(例如拉刀、铰刀等)。
采用基孔制能够减少定值刀具的规格种类,为加工带来很大方便,所以除某些标准件和特殊情况需要采用基轴制外,一般较多采用基孔制。 2100433B
前言
第1章 钳工基础知识1
1.1 公差1
1.1.1 尺寸公差1
1.1.2 一般公差2
1.1.3 几何公差3
1.2 配合5
1.2.1 间隙配合5
1.2.2 过盈配合6
1.2.3 过渡配合6
1.3 基孔制与基轴制7
1.3.1 基孔制7
1.3.2 基轴制8
1.4 表面粗糙度8
1.4.1 概述8
1.4.2 表面粗糙度的形状特征及加工方法10
1.4.3 表面粗糙度的符号及意义11
1.4.4 不同加工方法能达到的表面粗糙度14
1.4.5 表面光洁度与表面粗糙度数值换算17
1.5 钳工概述17
1.6 钳工常用量具及使用方法18
1.6.1 概述18
1.6.2 常用量具及使用方法21
第2章 划线37
2.1 划线概述37
2.2 划线常用工具及使用方法39
2.2.1 基准工具39
2.2.2 装夹工具39
2.2.3 直接划线工具43
2.3 划线时的找正和借料49
2.4 划线用涂料52
2.5 划线基准53
2.5.1 基准的概念53
2.5.2 划线基准的确定53
2.5.3 划线基准的选择实例56
2.6 划线的基本方法58
2.7 基本线条和几何图形的划法61
2.7.1 垂直线和平行线的划法61
2.7.2 等分直线的划法62
2.7.3 二等分已知角的划法62
2.7.4 角度的划法63
2.7.5 等分圆周的划法63
2.7.6 确定圆心的划法64
2.7.7 圆弧相切的划法64
2.7.8 常见几何图形的划法65
2.8 立体划线68
2.8.1 立体划线的步骤68
2.8.2 立体划线支承要点68
2.8.3 立体划线基准的确定68
2.8.4 立体划线的方法69
第3章 錾削74
3.1 錾削概述74
3.2 錾削常用工具及使用方法74
3.2.1 錾子74
3.2.2 锤子76
3.3 錾削姿势77
3.4 錾削方法78
3.4.1 錾削板料的方法78
3.4.2 錾削平面的方法80
3.4.3 錾削油槽的方法81
3.5 錾削注意事项82
第4章 锯削83
4.1 锯削概述83
4.2 锯削常用工具及使用方法83
4.3 锯削姿势85
4.4 锯削方法86
4.4.1 工件的装夹和起锯方法86
4.4.2 常用锯削方法87
4.5 锯削注意事项90
4.6 锯削质量91
第5章 锉削92
5.1 锉削概述92
5.2 锉削常用工具及使用方法92
5.2.1 锉刀构造及拆装92
5.2.2 锉刀齿纹93
5.2.3 锉刀类型及规格93
5.2.4 锉刀的选用95
5.2.5 锉刀的使用注意事项96
5.3 锉削操作96
5.3.1 工件装夹96
5.3.2 锉刀的握法98
5.3.3 锉削姿势99
5.3.4 锉削力及锉削速度100
5.3.5 锉削方法102
5.4 锉削质量104
5.5 锉削注意事项104
第6章 刮削105
6.1 刮削常用工具及使用方法105
6.1.1 校准工具105
6.1.2 刮刀106
6.2 刮削余量的确定112
6.3 显点和刮削精度113
6.4 刮削工艺方法116
6.4.1 刮削前的准备116
6.4.2 刮削方法116
6.5 刮削检测及缺陷分析121
6.5.1 刮削检测121
6.5.2 刮削缺陷分析122
第7章 钻孔、扩孔、铰孔和锪孔124
7.1 钻孔124
7.1.1 钻床124
7.1.2 钻头及装夹工具126
7.1.3 钻头的刃磨129
7.1.4 钻孔操作要点133
7.1.5 钻孔的冷却及润滑137
7.1.6 钻孔注意事项137
7.2 扩孔138
7.2.1 用麻花钻扩孔138
7.2.2 用扩孔钻扩孔139
7.2.3 扩孔注意事项139
7.3 铰孔140
7.3.1 铰刀的种类及结构特点140
7.3.2 铰孔的方法143
7.3.3 铰孔操作要点148
7.4 锪孔148
7.4.1 锪钻148
7.4.2 锪钻操作要点151
第8章 攻螺纹和套螺纹153
8.1 螺纹基本知识153
8.1.1 螺纹种类及应用153
8.1.2 螺纹的主要参数及标注方法155
8.2 攻螺纹156
8.2.1 攻螺纹常用工具及使用方法156
8.2.2 底孔直径和深度的确定161
8.2.3 切削液的选择163
8.2.4 攻螺纹操作要点163
8.2.5 攻螺纹注意事项168
8.3 套螺纹170
8.3.1 套螺纹常用工具及使用方法170
8.3.2 螺杆直径的确定173
8.3.3 套螺纹的方法175
8.3.4 套螺纹的常见问题及防止方法175
第9章 铆接177
9.1 铆接概述177
9.1.1 铆接过程177
9.1.2 铆接种类177
9.1.3 铆接形式178
9.1.4 铆钉排列179
9.2 铆接工具及铆钉179
9.2.1 铆接常用工具及使用方法179
9.2.2 铆钉180
9.3 铆接方法及铆钉的拆卸182
9.3.1 铆接方法182
9.3.2 铆钉的拆卸184
9.4 铆接注意事项185
第10章 矫正和弯曲187
10.1 矫正187
10.1.1 矫正概述187
10.1.2 矫正常用工具及使用方法188
10.1.3 常用矫正方法189
10.1.4 常用材料扭曲变形的矫正191
10.2 弯曲199
10.2.1 弯曲概述199
10.2.2 弯曲常用工具及使用方法201
10.2.3 常用弯曲方法202
第11章 装配与调试211
11.1 装配概述211
11.1.1 装配的基本概念211
11.1.2 装配精度212
11.1.3 装配的组织形式215
11.2 连接件装配216
11.2.1 键连接装配216
11.2.2 销连接装配219
11.2.3 过盈连接装配221
11.2.4 螺纹连接装配223
11.3 轴承装配230
11.3.1 滑动轴承装配230
11.3.2 滚动轴承装配234
11.4 传动件装配242
11.4.1 带传动机构装配242
11.4.2 链传动机构装配245
11.4.3 齿轮传动机构装配248
11.4.4 蜗杆传动机构装配253
参考文献257
公差带图用来表示某一尺寸的偏差范围的图形。
称为公差带图轴和孔的公差带图一般用不同方向的剖面线表示,或者轴用点填充、孔用剖面线填充。
公差带的配合制度分基孔制和基轴制。 基准制: a) 基孔制:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。基准孔的下偏差为零,并用代号H表示。 b) 基轴制:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。基准轴的上偏差为零,并用代号h表示 用以限制实际要素变动的区域称为公差带。 比如20mm轴孔的配合,要使轴能放入孔中,并有一定的间隙,那么加工完成后轴的尺寸为20(-0,-0.1),孔为20( 0, 0.1),括号中的范围即为公差带。2100433B